 2015-01-30
2015-01-30 2529
2529В последнее время в технике все более широкое распространение находит процесс сварки с использованием энергии взрыва.
Сварка взрывом находит применение при соединении труб, приварке их к трубным доскам теплообменных аппаратов. К готовым изделиям приваривают различную арматуру, получают заготовки деталей и переходников из разнородных металлов и сплавов.
Схема сварки металлов взрывом представлена на рис. 8.1. На жесткое основание 5 (земляной грунт, дерево, металл и т. п.) устанавливают одну из свариваемых пластин 4. Вторую пластину 3 помещают над первой на расстоянии h от ее поверхности. На всю поверхность пластины 3 укладывают заряд 2 взрывчатого вещества (ВВ) слоем одинаковой толщины Н. Заряд взрывают при помощи детонатора /, находящегося в одном из концов или углов пластины 3. В качестве взрывчатого вещества используют гранулированные аммониты и гранулиты, имеющие плотность около 1,0 г/см3 и скорости детонации D порядка 3–4 тыс. метров в секунду. Заряды ВВ взрывают с помощью электродетонаторов [7, с. 38–46].
После инициирования заряда ВВ детонатором 1 вдоль слоя ВВ распространяется плоская детонационная волна. Позади фронта детонационной волны образуются продукты взрыва, которые в течение очень короткого промежутка времени по инерции сохраняют прежний объем,
 |
| Рис.8.1 – Схема сварки взрывом плоских параллельно расположенных элементов |
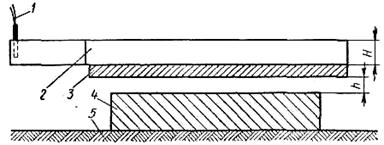 |
находясь под давлением 100–200 тыс. атмосфер, а затем со скоростью (0,5–0,75)Dразлетаются в стороны по нормалям к свободным поверхностям заряда. При этом они сообщают находящемуся за фронтом детонации участку металла импульс, под действием которого его элементарные объемы последовательно с ускорением, движутся к поверхности неподвижной части металла и со скоростью Vсоударяются с ней.
При установившемся процессе сварки метаемая пластина на некоторой длине дважды перегибается и, если соединяемые поверхности перед сваркой были установлены параллельно друг друга, ее наклонный участок со скоростью Vк, равной D,движется за фронтом детонационной волны, а участок, на котором находится непродетонированная часть заряда ВВ, под действием сил инерции остается в исходном состоянии (рис. 8.2). Соударение свариваемых металлов, происходящее под некоторым углом у, вызывает давление в десятки тысяч атмосфер. В местах прикосновения пластин появляется тангенциальная составляющая скорости соударения в направлении движения фронта детонационной волны, вследствие этого происходит совместное деформирование поверхностных слоев свариваемых листов. Такое деформирование имеет характер вязкого течения и способствует тесному сближению свариваемых поверхностей.
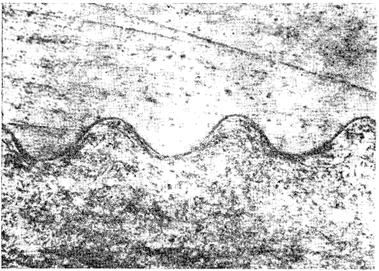 Профиль деформированной зоны металла в образующемся сварном соединении обычно имеет волнообразный вид (рис. 8.3). Окисные пленки и другие поверхностные загрязнения дробятся и рассредоточиваются со слоями деформирующего металла аналогично явлению при холодной сварке и частично уносятся в виде тонкой пыли под действием кумулятивного эффекта. Исследования показали, что при сварке взрывом отсутствует зона, состоящая из смеси соединяемых металлов.
Профиль деформированной зоны металла в образующемся сварном соединении обычно имеет волнообразный вид (рис. 8.3). Окисные пленки и другие поверхностные загрязнения дробятся и рассредоточиваются со слоями деформирующего металла аналогично явлению при холодной сварке и частично уносятся в виде тонкой пыли под действием кумулятивного эффекта. Исследования показали, что при сварке взрывом отсутствует зона, состоящая из смеси соединяемых металлов.
 При сварке металлов взрывом происходит образование металлических связей по дислокационному механизму. Активация процесса образования металлических связей связана с интенсивностью совместной пластической деформации поверхностных слоев свариваемого металла, которая определяется скоростью распространения пластической деформации и ее величиной, а также величиной давления, развивающегося в зоне соударения.
При сварке металлов взрывом происходит образование металлических связей по дислокационному механизму. Активация процесса образования металлических связей связана с интенсивностью совместной пластической деформации поверхностных слоев свариваемого металла, которая определяется скоростью распространения пластической деформации и ее величиной, а также величиной давления, развивающегося в зоне соударения.
Скорость пластической деформации металла в зоне соединения, протекающей вследствие перемещения имеющихся и образования новых дислокаций не может превышать скорости распространения в свариваемых металлах пластических волн сжатия С. Поэтому для создания физического контакта и таким образом реализации механизма образования металлических связей скорость перемещения вершины угла встречи γ соударяющихся поверхностей Vк вдоль свариваемого соединения должна быть меньше величины С. При несоблюдении этого условия металл не деформируется и сварка не происходит, Это требование выполняется путем подбора ВВ соответствующего типа, так как D =Vк. Скорость распространения пластических волн сжатия может быть определена из выражения

где К – модуль объемного сжатия металла, кгс/см2; р – плотность металла, (кгс/см3) (с2/см).
При сварке некоторых металлов (титана со сталью, алюминия со сталью) установлено, что прочность соединения увеличивается с уменьшением скорости Vк,при этом нижний предел Vк, составляет 1800–2000 м/с и определяется минимально возможной скоростью детонации ВВ.
Металл в зоне сварки подвергается неравномерному всестороннему сжатию; при этом имеется свободная поверхность в направлении процесса сварки. Чтобы в условиях сварки взрывом металл мог пластически деформироваться, давление во фронте пластической волны сжатия должно достигать определенной величины, связанной с прочностью металла.
Особенности процесса сварки взрывом следующие:
1. Сварное соединение образуется в течение миллионных долей секунды, т. е. практически мгновенно. Сварное соединение возникает вследствие образования металлических связей при совместном пластическом деформировании свариваемых поверхностей металла. Малая продолжительность сварки предотвращает возникновение диффузионных процессов.
Эта особенность процесса позволяет сваривать металлы, которые при обычных процессах сварки с расплавлением металлов образуют хрупкие интерметаллические соединения, делающими непригодными швы к эксплуатации.
2. При сварке взрывом можно получать соединения неограниченной площади. При этом процесс сварки осуществляется тем легче, чем больше отношение площади соединения к толщине метаемой части металла. Осуществлены соединения площадью 15–20 м2.
На рис. 8.4, а–д представлены технологические схемы сварки взрывом: а – сварка трех- и многослойных плоских соединений одновременно одним зарядом ВВ; б – приварка двух наружных слоев к листу взрывом из одной точки двух зарядов ВВ; в – наружная облицовка цилиндрических тел кольцевым зарядом ВВ; г – сварка биметаллических цилиндрических заготовок переменного диаметра для изготовления из разнородных металлов бесступенчатых трубных переходников; д – приварка труб к трубным решеткам теплообменников.
Сварка взрывом, начинает применяться для стыковых нахлесточных соединений некоторых готовых элементов конструкций. Перспективно применение сварки взрывом для соединения армированных металлов и получение из порошков монолитных металлов и сплавов.
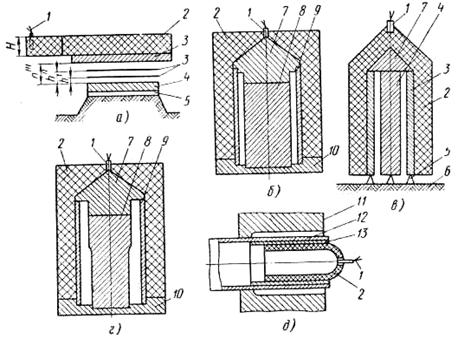 |
Рис. 8.4 – Технологические схемы сварки взрывом соединений различного типа: 1 – детонатор; 2 – заряд ВВ; 3 г метаемые пластины; 4 – неподвижная пластина; 5 – подложка; 6 – грунт; 7 – металлическая призма или конус для центрирования заготовок и направления фронта детонационной волны; 8 – облицовываемый цилиндр; 9 – метаемая труба; 10 – центрирующая. шайба; 11 – трубная решетка; 12 – трубка; 13 – буферная пластмассовая цилиндрическая вставка
Разработка процесса сварки взрывом находится в начальной стадии и поэтому трудно определить области применения этого метода в будущем.
Сварку взрывом используют при изготовлении заготовок для проката биметалла, при плакировке поверхностей конструкционных сталей металлами и сплавами с особыми физическими и химическими свойствами, а также при сварке заготовок и некоторых деталей из разнородных металлов. Перспективным представляется сочетание сварки взрывом со штамповкой и ковкой.








