 2015-01-30
2015-01-30 72017
72017Автор: преподаватель, В.А. Скрябин, Преподаватель, Пенза: Изд-во ПГУ, 2012. Тип материала: Методические указания
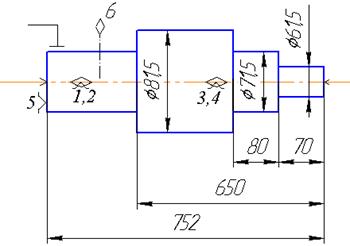
Пример 1. Точить валик с одной стороны начерно из заготовки, полученной методом горячей штамповки (рис.2.1) 90 х 725 мм с припуском по ступеням вала 5 мм на сторону, материал заготовки сталь 40Х, σв = 72 кг/мм2, станок токарно-винторезный модели 16К20Ф1, η = 0,8. Инструмент - резец проходной, φ = 45°, Т5К10, резец проходной упорный 16x25 φ = 90°, Т5К10. Приспособление - центры, хомутик.
Рис.2.1 - Точение ступеней валика Паспортные данные токарно-винторезного станка модели 16К20Ф1 следующие: Число оборотов шпинделя в минуту: 12,5; 16 20; 25; 31,5; 40; 50; 63; 80; 100; 125;160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; 2000 мин-1. Продольные подачи 0,07; 0,074; 0,084; 0,097; 0,11; 0,12; 0,13; 0,14; 0,15; 0,17; 0,195; 0,21; 0,23; 0,26; 0,28; 0,30; 0,34; 0,39; 0,43; 0,47; 0,52; 0,57; 0,61; 0,70;0,78; 0,87; 0,94; 1;04; 1,14; 1,21; 1,40; 1,56; 1,74; 1,90; 2,08; 2,28; 2,42; 2,80; 3,12; 3,48; 3,80; 4,16 мм/об. |
Максимальное усилие механизма осевой подачи составляет 360 кг (3600Н), а мощность на шпинделе NСТ = 8,5 кВт.
1. Назначается глубина резания t = 5 мм для обработки каждой шейки вала (весь припуск) (см. рис.2.1).
2. По таблице 2.1 определяется подача 0,5…1,1 мм/об для диаметра детали 60…100 мм и размера державки 16x25 мм2 при глубине 3…5 мм.
В среднем получается подача S = 0,8 мм/об.
3. Ближайшее значение подачи по паспорту станка S ct = 0,78 мм/об.
4. Расчетная скорость резания определяется по эмпирической формуле:
V p= C V?·Kv/ T m · t x· s у.
Значение коэффициента и показателей степени выбираются из таблицы 4. Для подачи S св. 0,7 мм/об CV = 340, х = 0.15, у = 0.45, т = 0.20мм, Т = 60 мин (принимаем). Для поправочных коэффициентов по скорости резания из таблиц 5, 6, 7, 8 устанавливают величины поправок.
К г = 1,0; nv = l,0 (табл.6), K пv = 0,8 (таблица 7), K иv = 0,65 (таблица 2.8)
K v = Kmv·Kпv·Kиv; Кv = 1,0 (750/720) 1,0?0,8?0,65.
K v = l,04?0,8?0,65 = 0,54.
При подстановке данных в формулу скорости резания получаем:
Vр=340?0,54/(600,250,150,780,45) =340?0,54/(2,267?1,27?0,894) =71,3 м/мин.
5. Частота вращения шпинделя для обработки шеек 61,5; 71,5; 81,5 определяется по формуле:
n = 1000 V p/π· d.
n 1 = (1000?71,3) / π61,5 = 369,2 мин-1; п 2 = (1000?71,3) / π71,5 = 317,5 мин-1; п 3 = (1000?71,3) / π·81,5 = 278,6 мин-1.
6. По паспорту станка при назначении чисел оборотов шпинделя можно принять п = 315 мин-1.
7. Действительная скорость резания для трех шеек получается
V 1 = (π·61,5?315) / 1000=60,82 м/мин; V2 = (π·71,5·315) / 1000 = 70,72 м/мин;
V 3 = (π·81,5?315) / 1000 = 80,6 м/мин.
8. Разница с расчетной скоростью не превышает 10…15%, поэтому можно принять обработку трех шеек с общей частотой вращения п = 315 мин-1.
9. Эффективная мощность резания определяется по формуле:
Nэ = (Pz?V) /1020·60 кВт,
где Рz - тангенциальная составляющая силы резания.
Рz = 10· CPz · tXpz · SУpz · Vnpz · Kpz ,
где Kpz - поправочный коэффициент. Kpz = КMP· Кφр· К?р ·· Кλр· Кrp. Коэффициенты, входящие в Kpz определяются по таблицам 2.10 и 2.16
Приложения. Kpz= 1.
Показатели степени и постоянная CPz определяются по таблице 2.9.
Рz = 10·300·51·0,78 0,75 ·80,6 -0,15 ·1 = 2100Н.
Nэ = (2100? 80,6) /1020·60 = 2,83кВт.
Так как 2,83<8,5·0,8, то режим резания по мощности резания выбран правильно. Двойной крутящий момент 2 M = 2100·81,5 / 1000 = 171,2 Н·м.
2 M ст = 350 Н·м.
Основное время обработки на длине в 650 мм при принятой подаче Sст = 0,78 мм/об получается
Т 0 = (L +4) / S ст? п ст = (650+4) / (0,78?315) = 2,66 мин.
Пример 2. На токарно-винторезном станке 16К20 (рис.2.2) подрезается торец втулки диаметром D = 120 мм до диаметра d = 80 мм. Припуск на обработку (на сторону) h = 2 мм. Параметр шероховатости обработанной поверхности Rz = 20 мкм. Материал заготовки - серый чугун СЧ 20 твердостью 210 НВ. Обрабатываемая поверхность без литейной корки. Система станок-приспособление-инструмент-заготовка жесткая. Эскиз обработки показан на рис. 2.2. Необходимо: выбрать режущий инструмент; назначить режим резания (допускаемую резцом скорость главного движения резания  и мощность
и мощность  , затрачиваемую на резание, подсчитать по формулам); определить основное время.
, затрачиваемую на резание, подсчитать по формулам); определить основное время.
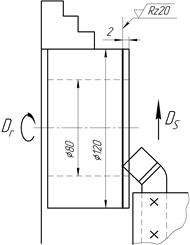
Рис. 2.2 - Эскиз обработки к примеру 2
I. Выбираем резец и устанавливаем его геометрические элементы. Принимаем токарный проходной резец отогнутый правый. Материал рабочей части – пластины - твердый сплав ВК6; материал корпуса резца — сталь 45; сечение корпуса резца 16 ´ 25 мм; длина резца 150 мм.
Из-за отсутствия рекомендаций по выбору геометрических элементов резца в используемом справочнике принимаем их по справочнику: форма передней поверхности — плоская с фаской, типа II;  = 12°;
= 12°;  = – 3°;
= – 3°;  = 10°;
= 10°;  = 0°;
= 0°;  = 45°;
= 45°;  = 45°;
= 45°;  = 1 мм.
= 1 мм.
2. Назначаем режим резания
1. Устанавливаем глубину резания. При снятии припуска за один рабочий ход t = h = 2 мм.
2. Назначаем подачу.
Для параметра шероховатости поверхности Rz = 20 мкм (R a = 6,3мкм) при обработке чугуна резцом с = 1 мм рекомендуется  = 0,33 мм/об (для = 0,8 мм) и = 0,42 мм/об (для = 1,2 мм).
= 0,33 мм/об (для = 0,8 мм) и = 0,42 мм/об (для = 1,2 мм).
Принимаем для = 1 мм среднее значение = 0,38 мм/об и, корректируя по паспорту станка, устанавливаем = 0,35 мм/об.
3. Назначаем период стойкости резца. При одноинструментной обработке Т = 30... 60 мин. Принимаем Т = 60 мин.
4. Определяем скорость главного движения резания (м/мин), допускаемую режущими свойствами резца:
Из таблицы 17 выписываем коэффициент и показатели степеней формулы: для наружного продольною точения серого чугуна с НВ 190 при £ 0,4 резцом с пластиной из твердого сплава ВК6 (с последующим учетом поправочных коэффициентов)  = 292;
= 292;  = 0,15;
= 0,15;  = 0,2; m = 0,2.
= 0,2; m = 0,2.
Учитываем поправочные коэффициенты на скорость:
 (табл. 1, с. 261);
(табл. 1, с. 261);  = 1,25 (табл. 2, с. 262);
= 1,25 (табл. 2, с. 262);
 ;
;
 = 1,0, так как заготовка без литейной корки;
= 1,0, так как заготовка без литейной корки;  = 1,0, так как твердый сплав ВК6;
= 1,0, так как твердый сплав ВК6;  = 1,0, так как = 45°.
= 1,0, так как = 45°.
Поправочный коэффициент на скорость , учитывающий вид токарной обработки —  , т. е. наружное продольное точение, поперечное точение или растачивание. Нами используется формула для наружного продольного точения, а по условию примера точение поперечное, поэтому нужно ввести поправочный коэффициент . В справочнике в табл. 17 приведены значения этих коэффициентов в зависимости от
, т. е. наружное продольное точение, поперечное точение или растачивание. Нами используется формула для наружного продольного точения, а по условию примера точение поперечное, поэтому нужно ввести поправочный коэффициент . В справочнике в табл. 17 приведены значения этих коэффициентов в зависимости от  при поперечном точении. При = 0... 0,4 = 1,24; при = 0,5 … 0,7 = 1,18; при = 0,8... 1 = 1,04. Для заданных условий
при поперечном точении. При = 0... 0,4 = 1,24; при = 0,5 … 0,7 = 1,18; при = 0,8... 1 = 1,04. Для заданных условий  , поэтому = 1,18.
, поэтому = 1,18.
С учетом всех найденных поправочных коэффициентов
 м/мин.
м/мин.
 м/мин (≈ 2,52 м/с).
м/мин (≈ 2,52 м/с).
5. Частота вращения шпинделя, соответствующая найденной скорости главного движения резания:
 мин-1.
мин-1.
Корректируем частоту вращения шпинделя по паспортным данным станка и устанавливаем действительную частоту вращения  = 400 мин-1.
= 400 мин-1.
6. Действительная скорость главного движения резания:
 м/мин (≈ 2,51 м/с).
м/мин (≈ 2,51 м/с).
7. Мощность, затрачиваемая на резание:
 кВт,
кВт,
где  — в кгс, а
— в кгс, а  -в м/мин,
-в м/мин,
 Н (с. 271).
Н (с. 271).
Для заданных условий обработки  = 92;
= 92;  = 1;
= 1;  = 0,75;
= 0,75;  = 0.
= 0.
Учитываем поправочные коэффициенты на силу резания:
 ; 210 HB (по условию);
; 210 HB (по условию);  = 0,4;
= 0,4;  ;
;  = 1,0, так как = 45°;
= 1,0, так как = 45°;  = 1,0 (там же), так как = 12° (принимаем по графе « = 10°»);
= 1,0 (там же), так как = 12° (принимаем по графе « = 10°»);  = 1,0 (там же), так как = 0°;
= 1,0 (там же), так как = 0°;


 Н (≈ 87 кгс).
Н (≈ 87 кгс).
 кВт. В единицах СИ (Вт)
кВт. В единицах СИ (Вт)  , где — в Н, а - в м/с;
, где — в Н, а - в м/с;
 Вт
Вт  кВт.
кВт.
8. Проверяем, достаточна ли мощность привода станка. У станка 16К20  кВт;
кВт;  ; 2,14 < 7,5, т. е. обработка возможна.
; 2,14 < 7,5, т. е. обработка возможна.
9. Основное время
 .
.
Длина рабочего хода (мм) резца  . Врезание резца у = t ctgφ = 2ctg45° = 2 мм. Перебег резца принимаем равным 2 мм; i = 1;
. Врезание резца у = t ctgφ = 2ctg45° = 2 мм. Перебег резца принимаем равным 2 мм; i = 1;
 мм;
мм;  мин.
мин.
Если в справочниках или каталогах станков не указаны все значения частоты вращения шпинделей, величин подач и чисел двойных ходов, то пользуются следующим положением. Числа оборотов в минуту шпинделей металлорежущих станков нормализованы, поэтому полученные расчетным путем значения округляются до ближайших величин, имеющихся в нормальных рядах. Эти ряды распространяются на числа двойных ходов в минуту и на величины подач. Каждый из таких рядов построен по закону геометрической прогрессии. В справочниках по металлорежущим станкам указываются обычно числа nmax и nmin оборотов шпинделей, двойных ходов и подач.
Из определения геометрической прогрессии следует, что
nmax = nmin ·φ m -1,
где m - общее число ступеней скорости соответствующего элемента станка-шпинделя токарного или фрезерного станка, стола продольно-строгального станка и т.д;
φ - знаменатель ряда.
Отсюда можно определить любую из четырех величин- nmax , nmin , φ или m, если известны или выбраны значения всех остальных. Чаще всего необходимо для построения ряда по известным nmax , nmin , и m определить φ. В современных станках чаще всего применяются средние значения зпаменателя ряда φ: 1,26;1,41или 1,58. Из ранее приведенной формулы следует:
φ mЂ·i>-1 = nmax/ nmin.
Значения нормализованных знаменателей рядов φ, возведенные в степени, приведены в приложении 13. Пользуясь таблицей, можно легко определить значение φ на основании заданных в технической характеристике станка nmax , nmin , и m.
Пример 3. Точить цилиндрический валик при заданных условиях, из которых известны размеры детали, припуск на обработку, обрабатываемый материал и его прочность  или твердость НВ, шероховатость обрабатываемой поверхности и тип токарного станка, на котором производится обработка.
или твердость НВ, шероховатость обрабатываемой поверхности и тип токарного станка, на котором производится обработка.
Исходные данные:
Деталь: Валик
Материал детали: ковкий чугун КЧ35 ГОСТ 1215-79
Диаметр заготовки:  мм
мм
Диаметр после обработки:  мм
мм
Длина обрабатываемой поверхности:  мм
мм
Шероховатость обработанной поверхности:  мкм
мкм
Твердость материала: 163 НВ.
Способ крепления на станке: в центрах

