 2015-01-30
2015-01-30 13558
13558Шлифовать шейку вала из стали 40Х (закаленной) HRC >50 диаметром d=45к6, шероховатость обработанной поверхности Ra =0,63 мкм, припуск на сторону t =0,2 мм. Оборудование-круглошлифовальный станок модели 3А151 (рис. 2.7).
Паспортные данные станка: Наибольший диаметр и длина шлифуемой поверхности: 200х700 мм. Мощность двигателя шлифовальной бабки N м=7 кВт; КПД станка η=0,8.
Частота вращения обрабатываемой заготовки (мин-1): 63…400 (регулируется бесступенчато). Частота вращения шлифовального круга- 1112 мин-1. Скорость продольного хода стола 0,1…6 м/мин (регулируется бесступенчато).
Периодическая подача шлифовального круга (мм/ход стола): 0,0025; 0,005; 0,0075; 0,01; 0,0125; 0,015; 0,0175; 0,02; 0,0225; 0,025; 0,0275; 0,03; 0,0325; 0,035; 0,0375; 0,04; 0,0425; 0,045; 0,05. Размеры шлифовального круга (нового): D к=600мм; В к=63мм.
1. Выбираем характеристику шлифовального круга (таблица 2.31) 24А16…25С1К. Форма круга ПП – прямоугольный профиль; материал абразивных зерен – электрокорунд белый; зернистость 16…25; твердость связки – средняя; связка – керамическая.
2. Скорость шлифования для круга подобного типа V кр=35 м/с На станке круг вращается с частотой вращения n = 1112 мин-1.
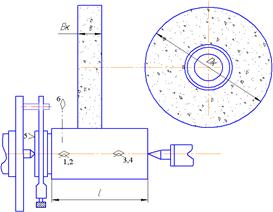 Рис. 2.7-Шлифование валика Рис. 2.7-Шлифование валика | V кр=(3,14·600·1112)/(1000·60)=34,9 м/с Эту скорость выбранный круг допускает. 3. Окружная подача (скорость враще- ния и число оборотов детали в минуту) определяется по эмпирической формуле [3, с.252]: V д=(Cv · Dк)/(Tm · t x· Вy) м/мин, где Cv =0,24; к =0,3; m =0,5; x =1,0; у =1,0. (таблица 2.30) В =0,42. |
4. Принятая стойкость шлифовального круга в мин (обычно 15 мин).
После подстановки в формулу для определения скорости получаем:
V д=(0,24·450,3)/(150,5 ·0,21,0 · 0,421,0)=9,96 м/мин.
Тогда частота вращения детали:
n д=(1000·9,96)/(3,14·45)=70 мин-1.
На станке вращение детали выполняется бесступенчато от электродвигателя постоянного тока в диапазоне 63…400 мин-1. Полученное значение n можно установить на станке.
5. Поперечная подача круга 0,013 мм/ход стола (таблица 2.28) при средней подаче 0,011…0,015 мм/ход стола. Ближайшая подача по паспорту станка- 0,015 мм/ход стола.
6. Продольная подача (таблица 2.29) определяется в долях ширины круга (0,7). При ширине круга 63 мм величина продольной подачи
Sпр=0,7·63=44,1 мм/об.
7. Скорость продольного хода стола
V ст=(44,1·70)/1000=3,087 м/мин.
Скорость продольного хода стола регулируется бесступенчато в пределах 0,1…6,0 м/мин. Полученное значение можно установить на станке.
8. Мощность резания при шлифовании методом продольной подачи определяется по эмпирической формуле следующего вида:
N э= Сv Vx · Sкрy· tz кВт,
где Сv =1,4; х =0,75; у =0,70; z =0,85 (таблица 2.32).
При подстановке получаем:
N э=1,4·9,960,75·44,10,7·0,0150,85=1,4·5,614,1·0,028=3,09 кВт
Потребная мощность в сравнении с данными станка осуществима.
9. При круглом наружном шлифовании машинное время определяется следующим образом: (при поперечной подаче на двойной ход стола)
Т м=(π· d д· L)/(1000· V д· S пр)· i· К,
где d д=45мм; L =200мм; V д=9,96м/мин; S пр=44,1мм/об; i = t / S пп= =0,2/0,015=15,38=16.
К - коэффициент, учитывающий износ круга и точность шлифования (1,2…1,4)
Т м=(3,14·45·200·16)/(1000·9,96·44,1)·1,2=1,18 мин.








