 2015-01-30
2015-01-30 13909
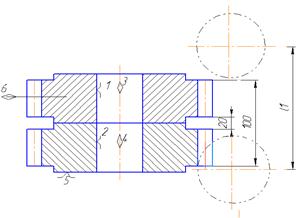
13909На станке модели 5А326 обрабатывается зубчатое колесо модуля m =4 мм, с наружным диаметром D =108 мм, числом зубьев z=25, шириной венца b =40 мм. Материал зубчатого колеса 40Х, 207 НВ. Черновое нарезание производится за один рабочий ход. Одновременно обрабатываются две заготовки (рис. 2.6).
Вертикальные подачи фрезы (мм/об. заг.) 1,5; 2,0; 2,54 3,7
Рис. 2.6- Зубофрезерование | Паспортные данные станка 5А326. Наибольший диаметр нарезаемого колеса 500мм. Наибольший модуль нарезаемого колеса 10 мм. Мощ- ность электродвигателя 7 кВт; КПД станка η=0,8. Частота вращения шпинделя (мин-1): 37; 47; 59; 80; 101; 123; 156. |
1. Принимаем червячную однозаходную фрезу из быстрорежущей стали с модулем m=4 мм, наружным диаметром D =80 мм, углом заточки по передней поверхности γ=100 (таблица 2.21).
2. Глубина нарезания при работе в за один рабочий ход h =2,2·4=8,8 мм.
3. Подача. Станок 5А326 относится к 111 группе (таблица 2.21). Таблич ное значение подачи sо таб=2,8…3,2 мм/об. дет (таблица 2.23). Принимаем подачу по станку s о ст=2,5 мм/об. дет.
4. Период стойкости фрезы Т=240 мин (таблица 2.25)
5. Скорость резания при нарезании зубчатых колес однозаходными червячными фрезами из быстрорежущей стали определяется эмпирической формулой [5, с. 219]:
V = Cv /(T 0.25· S 0.5· m 0.25) м/мин,
где значение коэффициента Cv приводится в таблице 26 (Cv =250).
При подстановке значений в формулу получаем
V =250/(2400.25· 2,50.5· 40.25)= 250/(3,93·1,58·1,41)=28,53 м/мин.
6. Расчетное число оборотов фрезы п =(1000·28,53)/(п ·80)=113,57 мин-1.
7. Число оборотов фрезы по станку п ст=123 мин-1.
Действительная скорость резания определяется следующим образом:
V д=(π· D · п)/1000=3,14·80·123/1000=130,89 м/мин.
8.Мощность, затрачиваемая на резание определяется по эмпирической зависимости [3,с. 219]:
N э=(CN · V · Sx · my · k)/(6120· k) кВт,
где CN =24 (табл.27); V =30,89 м/мин; S=2,5мм/об. дет.; x =0,75; m =4; y =1,0 (таблица 2.27). K -число заходов фрезы (k =1); k -число рабочих ходов (k =1).
После подстановки получаем
N э=(24·30,89·2,5x·4y·1)/(6120·1)=24·30,89·1,98·4/6120=0959 кВт.
Мощность привода станка на шпинделе N ст =7·0,8=5,6 кВт. Следовательно,
обработка возможна.
9. Основное технологическое время определяется следующим образом [3,с. 227]:
Т м=((L + y)·z)/(n·s·k) мин,
где «у» величина врезания фрезы, которая определяется расчетом у = h· (D-h)/сosα.
α- угол наклона оси фрезы относительно лобовой плоскости нарезаемого зубчатого колеса (α=4-60; cos60=0.994). Величина у=8,8(80-8,8)/0,994=25,18мм
10. Т м=((100+25,18)∙25)/(123∙2,5∙1,0)=10,17 мин.

