 2015-01-30
2015-01-30 2503
2503Восстановление шатуна начинают с устранения изгиба и скручивания (допустимое значение изгиба и скручивания для КамАЗ 0,04 и 0,08 мм на длине 100 мм).
При изгибе и скручивании, превышающих допустимые значения, шатун правят под прессом, применяя правку с перегибом, что снижает остаточные напряжения.
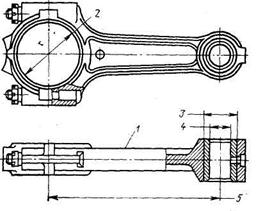
Рис. 4.3. Основные дефекты шатуна
При износе отверстия в нижней головке плоскости разъема шатуна и крышки фрезеруют, а затем отверстие растачивают до размера по рабочему чертежу. Для восстановления этих отверстий можно рекомендовать также железнение.
Уменьшение расстояния между осями верхней и нижней головок менее 184,9 (224,9) мм является выбраковочным признаком. При восстановлении отверстия в нижней головке шатуна железнением это расстояние может быть при расточке отверстий выдержано в требуемых размерах по рабочему чертежу 185±0,05 (225±0,03) мм.
После ремонта шатуны должны отвечать следующим техническим требованиям:
– нецилиндричность отверстия нижней головки должна быть не более 0,080 (0,004) мм;
– шероховатость должна соответствовать Ra = 0,50 мкм;
– нецилиндричность отверстия верхней головки соответственно 0,040 (0,015) мм и шероховатость Ra=1,25 мкм; масса шатунов КамАЗ, поступающих на сборку, должна быть (3,110+14) кг.
4.6.5. Восстановление головки цилиндров.
Головки цилиндров относятся к классу «корпусных деталей с толстыми стенками».
Основными дефектами головок блока являются (рис. 4.4):
1 — пробоины, прогар и трещины на стенках камеры сгорания, разрушение перемычек между гнездами;
2 — трещины на рубашке охлаждения;
3 — износ, риски или раковины на рабочих фасках седел клапанов;
4 — износ гнезд под седла клапанов;
5 — коробление поверхности прилегания к блоку цилиндров;
6 — износ отверстий в направляющих втулках;
7 — износ отверстий под направляющие втулки клапана;








