 2015-01-30
2015-01-30 2542
2542Обломы и трещины на балке являются выбраковочными признаками.
Изгиб и скручивание проверяют на стенде для проверки и правки балки. Угол наклона оси шкворня должен быть (8±15)°. При отклонении от данного значения балку правят в холодном состоянии. До проверки и правки на балке зачищают забоины на торцевых поверхностях отверстий под шкворень и площадки под рессоры. При изгибе и скручивании, которые не поддаются правке, балку бракуют.
Изношенные отверстия под клин шкворня до 0 более 14,25 мм обрабатывают до одного из двух ремонтных размеров 0 14,50+0,12 и 0 15,0+0,12 мм и маркируют краской на поверхности Г: 1РР — зеленой, 2РР — голубой. При сборке устанавливают клин соответствующего ремонтного размера.
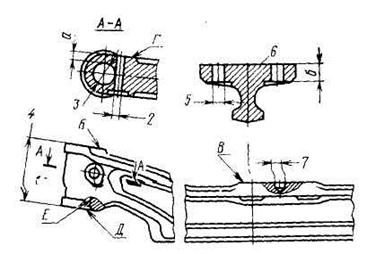
Рис. 5.10. Основные дефекты балки переднего моста
Изношенные отверстия под шкворень до 0 более 38,06 мм восстанавливают постановкой ДРД по следующей технологии: отверстие растачивают до 0 44,0+0,05 мм, в него запрессовывают втулку так, чтобы радиусная канавка совпала с отверстием под клин. Запрессованную втулку растачивают под размер рабочего чертежа 038+0,039 мм и подрезают торец бобышки с двух сторон «как чисто». При толщине стенки бобышки (размер а) в средней ее части по высоте менее 8,5 мм балку бракуют.
Износ бобышки по высоте устраняют фрезерованием торцов на фрезерном станке, на котором и растачивают отверстие под шкворень. При размере бобышки менее 89,0 мм балку бракуют. Уменьшение высоты бобышки компенсируют при сборке постановкой регулировочных шайб трех ремонтных размеров (0,50; 1,0; 2,0).
Износ отверстий под стремянки рессор до 0 более 21,5 мм устраняют постановкой ДРД с развертыванием их под размер рабочего чертежа.
Выбоины или неравномерный износ площадок под рессоры по высоте устраняют обработкой на вертикально-фрезерном станке торцевой фрезой 0 200 мм с вставными ножами, изготовленными из сплава Т15К6. При толщине площадки (размер в) менее 14,5 мм балку бракуют. Поскольку площадки под рессоры являются базовыми поверхностями при устранении почти всех дефектов балки, их восстанавливают в первую очередь.
Изношенные отверстия под центрирующие выступы рессоры восстанавливают постановкой ДРД: их рассверливают и развертывают до 0 (15,0±0,020) мм на глубину 15 мм, затем запрессовывают втулку заподлицо с основным металлом и сверлят в них отверстия 0 11,0 мм на глубину 8,0 мм.
Восстановленная балка управляемого моста должна отвечать следующим основным техническим требованиям:
– неперпендикулярность поверхностей S и Д относительно оси поверхности Е не более 0,20 мм;
– отклонение от положения в одной плоскости поверхностей В должно быть не более 1,0 мм;
– отклонение осей поверхностей Е (отверстия под шкворни) от положения в одной плоскости, перпендикулярной поверхности В (площадкам под рессоры) не более 0,5 мм.
Поворотные кулаки.
Поворотные кулаки изготавливают у автомобилей ЗИЛ, КамАЗ и МАЗ из стали 40Х. Твердость у ЗИЛ — НВ 241…285, у КамАЗ — НВ 285… 321. У автомобилей ГАЗ кулаки изготавливают из стали 35Х (твердость НВ 269… 321).
Основными дефектами поворотных кулаков являются (рис. 5.11):
1 — износ конусных отверстий под рычаги;
2 — износ проушины под бобышку балки переднего моста;
3 — повреждение резьбы под гайку;
4 — износ шейки под наружный подшипник;
5 — износ шейки под внутренний подшипник;
6 — риски и задиры на кольце под сальник;
7 — износ отверстий во втулках;








