 2015-01-30
2015-01-30 2147
2147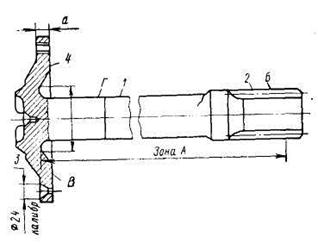
Рис. 5.9. Основные дефекты полуоси
Обломы или трещины, а также скрученность полуоси являются выбраковочными признаками.
Погнутость полуоси определяют после установки в центрах при помощи индикаторной головки. Величина радиального биения должна быть у поверхности В не более 0,30 мм, у поверхности Г не более 1,0 мм. При больших значениях погнутости полуоси правят на прессе до устранения дефекта с последующим подрезанием поверхности В «как чисто», выдерживая при этом размер а не менее 11,0 мм.
Износ шлицев по толщине устраняют осадкой или наплавкой под слоем флюса на установке УАНЖ-514 НИИАТ. Величину износа определяют замером бокового зазора между шлицем и сопряженной деталью. При боковом зазоре более 0,3 мм шлицы ремонтируют. Впадины между шлицами и шлицевую шейку наплавляют продольными швами. Наплавку ведут до 0,57 мм (сила постоянного тока 230 А, напряжение 27 В, проволока марки Нп-ЗОХГСА 0 1,8 мм, скорость наплавки 14,4 м/ч, скорость подачи проволоки 137 м/ч, флюс АН-348А).
Состояние конусных отверстий под разжимные втулки проверяют конусным калибром с углом конуса 39° и большим диаметром 24,0 мм. При несовпадении торцов детали и калибра более чем на 1,0 мм отверстия подлежат восстановлению по следующей технологии: их рассверливают до 22,0 мм и заплавляют (сила постоянного тока 160… 190 А, электроды Э-42 0 4,0 мм), затем с двух сторон подрезают торцы фланца и сверлят отверстия 0 12,5 мм с последующей, зенковкой до 0 20 мм.
Погнутость фланца определяют наличием торцевого биения, которое при установке полуоси в центрах должно быть на поверхности В не более 0,15 мм. При большем значении биения фланца поверхность В подрезают «как чисто». При размере а менее 11,0 мм полуось бракуют.
После ремонта полуось проверяют на биение и при необходимости правят.
Шлицевую шейку протачивают, снимают фаску и фрезеруют шлицы на фрезерном станке 5350А. Шлицевый конец затем закаливают ТВЧ с нагревом до температуры 850…900°С и охлаждением в масле и отпускают при температуре 575…600 °С с последующим охлаждением на воздухе.
5.6.6. Восстановление передних мостов.
Балки передних мостов изготавливают у автомобилей ЗИЛ и КамАЗ из стали 45, НВ 241… 285; у МАЗ — из стали 40Х, НВ 241 …285.
Основными дефектами балки переднего моста являются (рис. 5.10):
1 — изгиб и скручивание;
2 — износ отверстия под клин шкворня;
3 — износ отверстия под шкворень;
4 — износ бобышки по высоте;
5 — износ отверстия под стремянки рессор;
6 — выбоины или износ площадок под рессоры;








