• Передний угол зависит от обрабатываемого материала.
Боковые передние углы в главной секущей плоскости в точках режущей кромки, лежащих на диаметре di:
 ,
,
где ε – угол профиля резьбы.
• Задний угол получают путем затылования режущей части по Архимедовойспирали (рис. 24 в). Величину затылования определяют по формуле:
Боковые задние углы в главной секущей плоскости в точках режущей кромки, лежащих на диаметре di:
 .
.
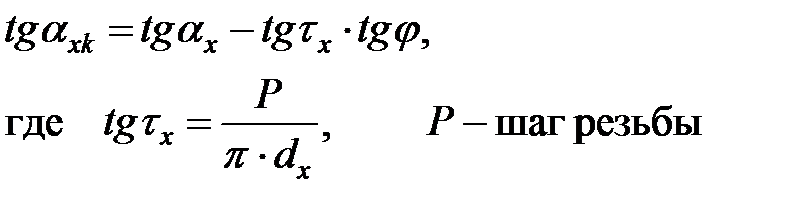
Заднийугол на вершине должен обеспечивать боковые задние углы в пределах 15…20΄. Кинематический задний угол отличается от статического (рис. 23) и определяется по формуле:
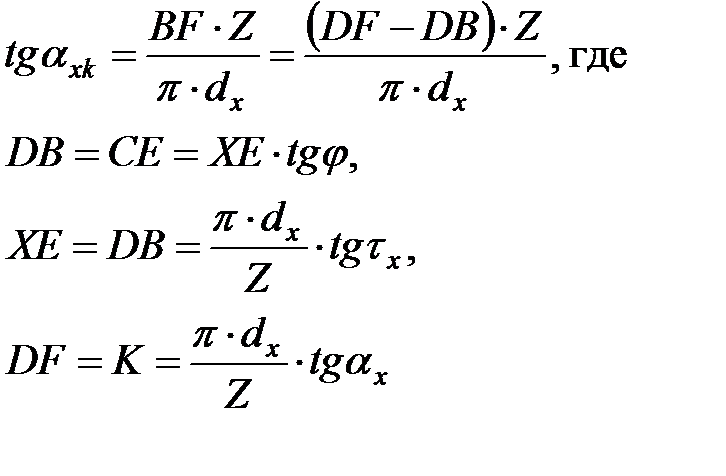
| Рис. 11. Определение кинематического заднего угла метчиков |
Затылование калибрующей части метчика приводит:
- к снижению сил трения;
- к уменьшению опорной поверхности и ухудшению направления метчика в работе;
- к быстрому уменьшению диаметра метчика при переточках;
- к защемлению стружки между задней затылованной поверхностью и нарезаемой резьбой при вывинчивании метчика из обработанного отверстия.
Поэтому у ручных метчиков калибрующая часть не затылуется Гаечные метчики не вывертываются из обработанного отверстия, поэтому затылуются и по калибрующей части по наружному диаметру. Для обеспечения достаточной опоры затылуют не на всю ширину зуба, а оставляют 1/3 часть незатылованной.
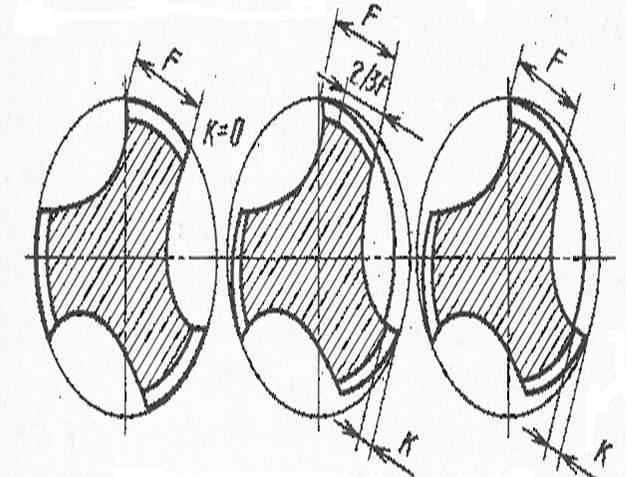
| а) б) в) Рис. 24 Форма задней поверхности метчика |
 2015-01-07
2015-01-07 1025
1025







