 2015-01-07
2015-01-07 929
929Принцип сварки: аналогичен сварке в активном газе. При сварке плавящимся электродом в защитном газе (рисунок см. сварка в активном газе) в зону дуги, горящей между плавящимся электродом и изделием через сопло подаётся защитный газ, защищающий металл сварочной ванны, капли электродного металла и закристаллизовавшийся металл от воздействия активных газов атмосферы. Теплотой дуги расплавляются кромки свариваемого изделия и электродная проволока.
При сварке в защитных газах плавящимся электродом в качестве электродного металла применяют сварочную проволоку близкую по химическому составу к основному металлу. Выбор защитного газа определяется его инертностью к свариваемому металлу, либо его активностью, способствующей рафинации металла сварочной ванны.
Для сварки цветных металлов и сплавов на их основе применяют инертные одноатомные газы (аргон, гелий и их смеси).
Для сварки меди и кобальта можно применить азот.
Для сварки сталей различных классов применяют углекислый газ, но так как углекислый газ участвует в металлургических процессах, способствуя угару легирующих компонентов и компонентов - раскислителей (кремния, марганца), то сварочную проволоку следует выбрать с повышенным их содержанием.
В ряде случаев целесообразно применять смесь инертных и активных газов, чтобы повысить устойчивость дуги, улучшить формирование шва, воздействовать на его геометрические параметры, уменьшить разбрызгивание.
Сварку в защитных газах плавящимся электродом ведут на постоянном токе обратной полярности, т.к. на переменном токе из-за сильного охлаждения столба дуги защитным газом, дуга может прерываться.
Границы применимости.
- области применения: Сварка тонколистового металла и металла средних толщин (до 20мм); Возможность сварки сталей всех классов, цветных металлов и сплавов, разнородных металлов
- параметры. Рекомендуемые значения силы тока для процесса сварки в углекислом газе представлены в таблице 1.
Таблица 2 - Допускаемые плотности тока и диапазоны сварочного тока при сварке в углекислом газе
| Диаметр электрода, мм | 1,2 | 1,6 | 2,0 | 3,0 |
| Плотность тока, А/мм2 | 88-195 | 90-160 | 60-140 | 45-70 |
| 310-440 | 200-350 | 160-240 | 78-110 | |
| Сварочный ток, А | 100-220 | 180-320 | 200-450 | 300-500 |
| 350-500 | 400-700 | 500-750 | 550-800 |
Достоинства способа:
· Повышенная производительность;
· Отсутствуют потери на огарки, нет затрат времени на смену электродов;
· Надёжная защита зоны сварки;
· Минимальная чувствительность к образованию оксидов;
· Отсутствие шлаковой корки;
· Возможность сварки во всех пространственных положениях.
Недостатки способа:
· Большие потери электродного металла на угар и разбрызгивание (на угар элементов 5-7%, при разбрызгивании от 10 до 30%);
· Мощное излучение дуги;
· Ограничение по сварочному току;
· Сварка возможна только на постоянном токе.
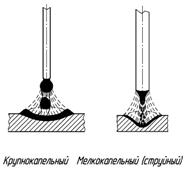 | Для сварки в защитных газах плавящимся электродом характерно высокий процент потерь электродного металла вследствие угара и разбрызгивания. Разбрызгиванию способствует вид переноса электродного металла, зависящий от параметров режима сварки (рисунок 2): крупнокапельный; смешанный; мелкокапельный. |
| Рисунок 2 - Виды переноса электродного металла |
При крупнокапельном переносе электродного металла образуется малое количество брызг, вследствие нечастых, но продолжительных коротких замыканий дугового промежутка. Высокое объёмное теплосодержание крупных капель приводит к надёжному соединению с поверхностью свариваемого металла.
При смешанном переносе электродного металла наблюдается максимальное образование брызг (потери на разбрызгивание могут достигать 20 30%) - такое явление также связано с короткими замыканиями дугового промежутка расплавленным электродным металлом и образованием в межэлектродном промежутке капель с разной массой и различной скоростью перемещения. В диапазоне сварочных токов, при котором возникает смешанный перенос электродного металла сварку не выполняют.
Наименьшие потери на разбрызгивание наблюдаются при мелкокапельном переносе электродного металла. В определённом диапазоне сварочных токов (плотностей сварочных токов) перенос электродного металла приобретает мелкокапельный (струйный характер). Образовавшаяся на торце электрода, при таком процессе, капля не растягивается и не увеличивается до соприкосновения с основным металлом, что не приводит к коротким замыканиям, взрывам и образованиям брызг.








