 2015-01-13
2015-01-13 5048
50483.1. ОСНОВНЫЕ ПОНЯТИЯ И КЛАССИФИКАЦИЯ РЕЗЦОВ
Резцы с фасонной режущей кромкой применяются для образования поверхностей тел вращения и призматических деталей, поверхностей, имеющих в качестве образующих линию, представляющую сочетание участков прямых и кривых.
Получение фасонной поверхности детали возможно путем раздельной обработки каждого из участков ее образующей при помощи резцов, фрез, шлифовальных кругов, но при непременном условии такого их (участков) взаимного расположения, которое обеспечивает получение заданного профиля образующей поверхности детали с требуемой точностью. Данный вариант обработки имеет ряд недостатков: пониженную производительность процесса, трудность получения требуемого расположения обработанных участков, т.е. точности профиля образующей обработанной детали, и, наконец, необходимость использования труда рабочего повышенной квалификации. Это ограничивает его применение: он используется в условиях единичного производства деталей или в случаях, когда невозможно получить одновременно профиль из-за его сложности, увеличенного периметра и других причин.
Фасонные поверхности призматических деталей могут быть обработаны одновременно по всему профилю их образующей фрезерованием, протягиванием, шлифованием, строганием фасонным резцом. Последний способ как малопроизводительный применяется редко. Некоторые его особенности позволяют успешно использовать строгальные фасонные резцы при получении простых фасонных поверхностей значительной длины.
Получение образующей фасонной поверхности тел вращения одновременно по всему периметру используется в серийном и массовом производствах. Этот вариант профилирования обеспечивает, по сравнению с вариантом профилирования по участкам, повышение производительности обработки, повышение точности профиля деталей и их идентичность по профилю, что осуществляется при помощи фасонных инструментов: фрез, протяжек, шлифовальных кругов, фасонных резцов. Каждый из этих способов имеет свои особенности и показатели производительности, точности, стоимости и другие данные в зависимости от условий, в которых они применяются.
В машиностроении имеются детали таких размеров и такие процессы их производства, при которых оказывается нецелесообразным применение фрезерования, протягивания и шлифования и предпочтительным является использование фасонных резцов. Точно изготовленные фасонные резцы при правильной установке их на станках обеспечивают высокую производительность, точность формы и размеров обработанных деталей по IT8…IT12 и поверхность с  = 0,63…2,5 мкм. Они имеют также и такие преимущества, как: малая металлоемкость конструкции, большой срок службы, простота заточки и переточки, технологичность конструкции, относительно невысокая стоимость, они не требуют при эксплуатации рабочих высокой квалификации. Применяются фасонные резцы на токарных, револьверных станках и станках-автоматах, т.е. на тех же станках, на которых предварительно обрабатываются такие детали. Наличие шлифовальных станков для профилирования фасонных резцов повышает технологичность их изготовления и способствует более широкому использованию.
= 0,63…2,5 мкм. Они имеют также и такие преимущества, как: малая металлоемкость конструкции, большой срок службы, простота заточки и переточки, технологичность конструкции, относительно невысокая стоимость, они не требуют при эксплуатации рабочих высокой квалификации. Применяются фасонные резцы на токарных, револьверных станках и станках-автоматах, т.е. на тех же станках, на которых предварительно обрабатываются такие детали. Наличие шлифовальных станков для профилирования фасонных резцов повышает технологичность их изготовления и способствует более широкому использованию.
Как и другие металлорежущие инструменты, фасонные резцы характеризуются рядом признаков, которые используются для их классификации. Фасонные резцы можно разделить на следующие группы: по форме – резцы стержневые, призматические и круглые; по виду обрабатываемой поверхности – наружные и внутренние; по установке относительно обрабатываемой детали и направления движения подачи – радиальные и тангенциальные; по расположению резца относительно детали – с параллельным и с повернутым под углом расположением осей или базы измерения; по расположению передней поверхности – без наклона (λ = 0) или с наклоном под углом λ; по форме образующих фасонных поверхностей – кольцевые и винтовые.
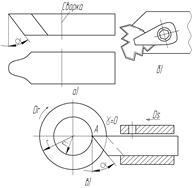 Рис. 3.1. Стержневые фасонные резцы: а -составной, б -сборный, в -схема обработки Рис. 3.1. Стержневые фасонные резцы: а -составной, б -сборный, в -схема обработки |
Стержневые резцы (рис.3.1) представляют конструкцию, которая устанавливается и крепится непосредственно в суппорте станка. Высота резца, как правило, принимается равной 15…30 мм.
Фасонные резцы требуют тщательной установки вершины режущего лезвия относительно оси детали. Поскольку стержневые резцы крепятся непосредственно в суппорте станка, их установка осуществляется так же, как и простых резцов при помощи пластин – подкладок. Эти резцы используются в штучном и мелкосерийном производствах.
 Простая форма корпуса, моно-
Простая форма корпуса, моно-
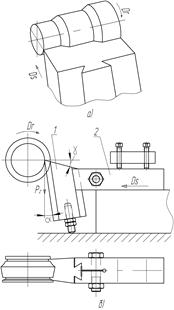
| Рис. 3.2. Призматический фасонный резец: (а)исхема его работы (б): 1-резец; 2-державка |
литная конструкция резца и условия его крепления в суппорте повышают жесткость системы СПИД. Такие резцы успешно используются для обработки деталей с длиной образующей профиля до 150 мм. Тяжелые условия их работы, высокие требования по точности профиля обработанной поверхности и ее шероховатости допускают эксплуатацию резцов только при невысоких режимах обработки. Учитывая это, а также их применение в единичном и мелкосерийных производствах, когда вопросы производительности обработки и стойкости не имеют решающего значения, углы их режущей части назначают не из условий возможности рационального резания, а из необходимости повышения технологичности их конструкции, упрощения расчета, повышения их точности и других условий. Поэтому такие резцы в большинстве случаев проектируют с передним углом γ = 0. В этом случае передняя поверхность резца располагается в диаметральной плоскости детали. Это позволяет получить профиль резца в передней плоскости одинаковым с профилем детали, т.е. без каких-либо изменений, которые имеют место при γ > 0.
Призматический фасонный резец представляет собой призму (рис.3.2, а). Одна из боковых граней имеет фасонную поверхность и служит задней поверхностью резца, а одна из плоских торцевых граней служит передней поверхностью.
Призматический резец 1 устанавливается в специальной державке 2, в которой крепление и базирование резца осуществляется с помощью хвостовика типа «ласточкин хвост». Резец ставится в рабочее положение с отклонением на величину заднего угла  (рис.3.2, б). В результате этого усилие резания
(рис.3.2, б). В результате этого усилие резания  действует почти вдоль тела резца, что в сочетании с креплением в прочной и жесткой конструкции державки обеспечивает отсутствие его деформации и вибрации и, тем самым, повышение точности обработки. Размеры резцов принимаются в зависимости от размеров профиля (ширины и глубины). Рекомендуется применять резцы при глубине профиля до 30 мм. Как правило, изготовляются они сварными или с припаянными пластинками быстрорежущей стали или твердого сплава.
действует почти вдоль тела резца, что в сочетании с креплением в прочной и жесткой конструкции державки обеспечивает отсутствие его деформации и вибрации и, тем самым, повышение точности обработки. Размеры резцов принимаются в зависимости от размеров профиля (ширины и глубины). Рекомендуется применять резцы при глубине профиля до 30 мм. Как правило, изготовляются они сварными или с припаянными пластинками быстрорежущей стали или твердого сплава.
Подавляющее большинство фасонных инструментов перетачиваются после затупления по передней поверхности, которая принимается наиболее простой в технологическом отношении. У фасонных резцов передняя поверхность плоская. Призматические резцы принимаются длиной до 120 мм. Это позволяет их перетачивать более 50 раз. После каждой переточки резец устанавливают вновь режущей кромкой на уровне осевой плоскости обрабатываемого изделия. Конструкция державки позволяет осуществлять эту установку при помощи опорного винта или выступа, размещенных соответственно под резцом или в теле державки. Призматические резцы применяются для обработки наружных поверхностей главным образом в крупносерийном производстве. Поэтому для повышения эффективности их эксплуатации передний угол назначается в зависимости от обрабатываемого материала.
Круглые или дисковые резцы (рис.3.3, а) представляют собой тела вращения, у которых вырезан угловой паз для создания передней поверхности лезвия и пространства для схода стружки. Они устанавливаются в специальной державке (рис.3.3, д). Конструкции круглых резцов являются весьма рациональными. Они характеризуются малой металлоемкостью и весьма малым расходом инструментального материала, приходящимся на обработанную деталь, допускают значительное количество переточек и как тела вращения технологичны в изготовлении.
Круглые фасонные резцы применяются для обработки наружных (рис.3.3, в) и внутренних (рис.3.3, г) поверхностей. Диаметр резцов принимается от 10 до 120 мм, в зависимости от условий эксплуатации. Количество переточек, в свою очередь, зависит от диаметра резца и при большом диаметре может достигать более 100. Крепятся резцы при помощи хвостовиков (хвостовые) и на оправках (насадные).
Перетачиваются резцы по передней поверхности. После каждой переточки необходимо устанавливать вершину режущей части относительно оси детали и удерживать от вращения. Для этого резец и державка имеют кольцевые буртики на торцах. На рис.3.3, д показан один из вариантов подобной конструкции. На буртиках располагаются рифления, имеющие трапециевидный профиль поперечного сечения. Рифления предохраняют резец 6 от проворачивания по действием усилия резания и позволяют при использовании винта 2 повертывать резец относительно державки при его установке на любой угол. Зная количество рифлений, а соответственно и их угловой шаг, возможно поворотом резца 6 относительно оправки по часовой стрелке, а затем поворотом поводка 5 вместе с резцом 6 при помощи винта 2 относительно корпуса 1 подобрать угол поворота резца, необходимый для установки вершины режущего клина после переточек резца на уровне оси детали. Крепление резца может быть односторонним, т.е. консольным, и двусторонним.
 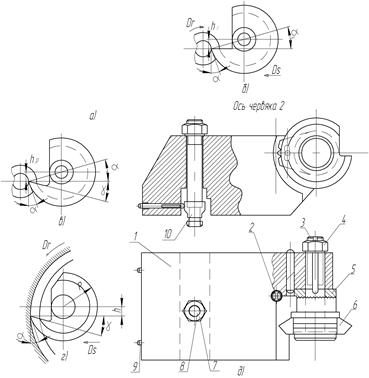 |
| Рис. 3.3. Круглый фасонный резец: а -резец, б, в -схемы обработки наружной поверхности резцом с γ=0 (б) и γ>0 (в); г -схема обработки внутренней поверхности; д -резцедержатель: 1-корпус; 2-винт поворота зубчатого сектора рычага; 3-ось; 4-гайка; 5-рычаг; 6-резец; 7-гайка крепления резцедержателя; 8-винт; 9-винт регулирования шпонки; 10-шпонка |
Для получения заднего угла режущей части резца, обеспечения технологичности конструкции (в этом случае профиль режущей кромки располагается на концентрической поверхности, представляющей поверхность вращения) и получения максимального запаса на переточку резца, как правило, используется конструкция, имеющая одну режущую часть. Вершина режущего клина в рабочем положении резца располагается ниже его оси на величину hр. Это обеспечивает получение положительного заднего угла режущей части в плоскости, перпендикулярной оси детали (рис.3.3, б, в).
Если фасонные резцы применяют для внутренней обработки, диаметр резца должен быть равен 0,6…0,85 диаметра отверстия. Если для такого резца невозможно изготовить тело оправки, то тело резца выполняют за одно целое с хвостовиком. Хвостовой резец изготавливают цельным, если он небольших размеров, либо составным, если он достаточно большой.
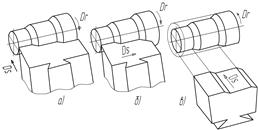 |
| Рис. 3.4. Схемы обработки поверхности вращения призматическими фасонными резцами |
Схемы обработки поверхности вращения фасонным резцом показаны на рис.3.4. В процессе обработки заготовка вращается вокруг своей оси (главное движение резания  ), а резец совершает движение подачи
), а резец совершает движение подачи  . Наиболее часто движение подачи является поступательным. Оно может осуществляться в радиальном направлении. Резцы с таким направлением движения подачи называются радиальными (рис.3.4, а). Радиальный резец образует весь профиль детали одновременно. В результате на заготовку действуют значительные силы резания, которые могут привести к деформированию заготовки и появлению вибрации.
. Наиболее часто движение подачи является поступательным. Оно может осуществляться в радиальном направлении. Резцы с таким направлением движения подачи называются радиальными (рис.3.4, а). Радиальный резец образует весь профиль детали одновременно. В результате на заготовку действуют значительные силы резания, которые могут привести к деформированию заготовки и появлению вибрации.
Фасонные резцы с движением подачи вдоль оси применяются при обработке односторонних профилей, не имеющих кольцевых канавок и выступов, а также при обработке торцовых фасонных поверхностей (рис.3.4, б).
По сравнению с радиальными резцами при обработке ступенчатых деталей рассматриваемые резцы срезают меньшие сечения и силы резания будут меньшими. Это позволяет обрабатывать менее жесткие детали. Движение подачи фасонного резца может быть направленно по касательной к обработанной поверхности детали. Фасонные резцы с таким направлением движения подачи называют тангенциальными (рис.3.4, в,3.5). Вершина тангенциального резца устанавливается по касательной к минимальному радиусу фасонной детали. Передняя поверхность располагается под углом ψ по отношению к оси детали, обеспечивая не одновременное, а постепенное профилирование изделия. Вследствие этого резко снижается сила резания и уменьшается вероятность появления вибрации.
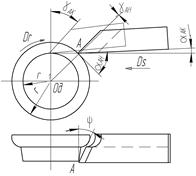 |
| Рис. 3.5. Изменение переднего и заднего углов у тангенциального резца |
У тангенциальных резцов передний и задний углы для каждой точки профиля не постоянны, непрерывно меняются по мере перемещения резца к вертикальной осевой плоскости детали, в которой происходит формирование профиля (см. рис.3.5). Угол имеет наибольшее значение в начале резания (αАН), а γ – в конце (γАК). Чтобы иметь положительный передний угол в начале резания  , приходится принимать γ = 20˚ и более. Но при этом для сохранения прочности режущего лезвия угол заострения не должен быть меньше 45˚. Наименьший задний угол в конце резания (при прохождении осевой плоскости) не должен быть меньше 2˚. Тангенциальными фасонными резцами обрабатываются нежесткие детали большой длины.
, приходится принимать γ = 20˚ и более. Но при этом для сохранения прочности режущего лезвия угол заострения не должен быть меньше 45˚. Наименьший задний угол в конце резания (при прохождении осевой плоскости) не должен быть меньше 2˚. Тангенциальными фасонными резцами обрабатываются нежесткие детали большой длины.
 |
| Рис. 3.6. Призматический (а) и круглый (б) фасонные резцы с наклонной установкой |
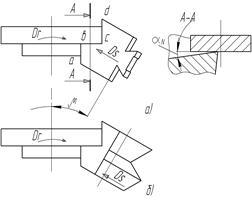
При обработке различных фасонных профилей деталей наиболее широко используются круглые и призматические резцы с осью или базой крепления, параллельной оси детали. При обработке деталей, имеющих участки с углом профиля  (рис.3.6, а,б – участок bc), круглыми резцами, ось которых параллельна оси детали, задние углы на этих участках режущих кромок равны нулю. На этих участках задняя поверхность, образующаяся при вращении режущей кромки вокруг оси резца, является торцевой плоскостью. В процессе работы резца эта плоскость соприкасается с соответствующей торцевой плоскостью детали. Из-за этого на рассматриваемом участке bc режущей кромки не создается зазор между материалом заготовки и задней поверхностью, т.е. α = 0, что снижает режущую способность резца. Такое же явление наблюдается и у призматических резцов при их обычной установке. Чтобы получить положительные задние углы на участках режущих кромок, перпендикулярных оси детали, применяют круглые фасонные резцы с наклонным расположением оси под углом μ по отношению к оси детали (см. рис.3.6, б) и призматические резцы с наклонным расположением базы крепления (см. рис.3.6, а). Такое расположение резцов относительно оси детали является весьма эффективным. Оно не только обеспечивает
(рис.3.6, а,б – участок bc), круглыми резцами, ось которых параллельна оси детали, задние углы на этих участках режущих кромок равны нулю. На этих участках задняя поверхность, образующаяся при вращении режущей кромки вокруг оси резца, является торцевой плоскостью. В процессе работы резца эта плоскость соприкасается с соответствующей торцевой плоскостью детали. Из-за этого на рассматриваемом участке bc режущей кромки не создается зазор между материалом заготовки и задней поверхностью, т.е. α = 0, что снижает режущую способность резца. Такое же явление наблюдается и у призматических резцов при их обычной установке. Чтобы получить положительные задние углы на участках режущих кромок, перпендикулярных оси детали, применяют круглые фасонные резцы с наклонным расположением оси под углом μ по отношению к оси детали (см. рис.3.6, б) и призматические резцы с наклонным расположением базы крепления (см. рис.3.6, а). Такое расположение резцов относительно оси детали является весьма эффективным. Оно не только обеспечивает  на таких участках как bc, но и позволяет уменьшить глубину профиля кромки резца. Это, в свою очередь, приводит к возможности уменьшить диаметр резца и уменьшает колебания передних и задних углов по периметру кромки, что положительно отражается на стойкости режущей части и позволяет назначить более рациональные ее углы. При использовании поворота резца профилирование детали возможно проводить при различных направлениях движения подачи. При радиальном направлении режущая кромка bc, а при осевом – кромки ab и cd участвуют в работе в качестве вспомогательных. Поэтому целесообразнее использовать движение подачи в направлении, перпендикулярном к базам установки фасонных резцов, как это показано на рис.3.6.
на таких участках как bc, но и позволяет уменьшить глубину профиля кромки резца. Это, в свою очередь, приводит к возможности уменьшить диаметр резца и уменьшает колебания передних и задних углов по периметру кромки, что положительно отражается на стойкости режущей части и позволяет назначить более рациональные ее углы. При использовании поворота резца профилирование детали возможно проводить при различных направлениях движения подачи. При радиальном направлении режущая кромка bc, а при осевом – кромки ab и cd участвуют в работе в качестве вспомогательных. Поэтому целесообразнее использовать движение подачи в направлении, перпендикулярном к базам установки фасонных резцов, как это показано на рис.3.6.
 |
| Рис. 3.7. Примеры фасонных профилей деталей, обрабатываемых резцами только с параллельным расположением оси или базы крепления |
Встречаются фасонные профили деталей, для которых применяются резцы, имеющие два участка профиля AB и CD (рис.3.7, а) или две точки А и В (рис.3.7, б), расположенные в плоскостях, перпендикулярных к оси детали. В первом случае для облегчения процесса резания возможно ввести поднутрение на угол  или, если позволит высота профиля, выточку. Во втором случае указанные варианты для улучшения условий работы резца использовать нельзя. В обоих случаях поворот оси резца невозможен. При этом стойкость резца будет пониженной. Возможно снижение точности размеров в зоне износа режущей части. Поэтому фасонные резцы при наличие таких кромок требуют при проектировании и эксплуатации повышенного внимания.
или, если позволит высота профиля, выточку. Во втором случае указанные варианты для улучшения условий работы резца использовать нельзя. В обоих случаях поворот оси резца невозможен. При этом стойкость резца будет пониженной. Возможно снижение точности размеров в зоне износа режущей части. Поэтому фасонные резцы при наличие таких кромок требуют при проектировании и эксплуатации повышенного внимания.
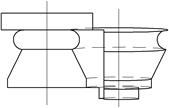 |
| Рис. 3.8. Круглый резец с винтовыми образующими фасонных поверхностей |
Круглые фасонные резцы также классифицируются по форме образующих фасонных поверхностей: с кольцевыми образующими (см.рис. 3.3); с винтовыми образующими (рис.3.8). Первые являются весьма технологичными и находят самое широкое применение. Вторые, хотя и позволяют увеличить задние углы резца при обработке с радиальной подачей деталей, имеющих участки, перпендикулярные оси, и тем самым улучшающие условия работы на таких участках по сравнению с обычными круглыми резцами, не нашли широкого распространения из-за сложности их изготовления.
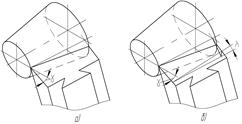 |
Рис. 3.9. Положение передней поверхности фасонного резца с углом λ=0 (а) и λ  0 (б) 0 (б) |
Передняя поверхность фасонных резцов в большинстве случаев является плоскостью. Чаще передняя плоскость располагается под определенным передним углом γ параллельно оси детали (рис.3.9, а). Однако она может иметь и двойной наклон, когда ее положение характеризуется не только передним углом γ, но и углом наклона режущей кромки λ (рис.3.9, б). Резцы с таким расположением передней плоскости используются при повышенных требованиях в отношении соблюдения формы и точности обработки конических участков фасонных поверхностей деталей.
3.2. ПОДГОТОВКА РАСЧЕТНЫХ РАЗМЕРОВ ДЕТАЛИ
ДЛЯ ПРОЕКТИРОВАНИЯ
Перед проектированием фасонных резцов изучается чертеж детали и определяется возможность обработки ее по всему профилю фасонным резцом выбранной конфигурации на применяемом оборудовании.
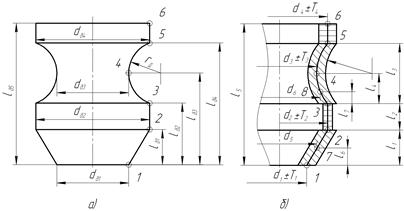 |
| Рис. 3.10. Чертеж детали (а) и схема полей допусков (б) в различных точках детали |
На профиле детали обозначаются характерные узловые точки 1, 2, 3 и др. (рис.3.10, а). По диаметрам, указанным на чертеже детали ( ,
,  и др.), определяются соответствующие им расчетные диаметры
и др.), определяются соответствующие им расчетные диаметры  ,
,  и др. в характерных точках с учетом симметричности расположения полей допусков (поля допусков на диаметры на рис.3.10, б заштрихованы). Например, если
и др. в характерных точках с учетом симметричности расположения полей допусков (поля допусков на диаметры на рис.3.10, б заштрихованы). Например, если  то допуск равен 0,12 мм, расчетный диаметр = 20,04 мм при симметричном допуске
то допуск равен 0,12 мм, расчетный диаметр = 20,04 мм при симметричном допуске  = ±0,06 мм, т.е.
= ±0,06 мм, т.е.  = 20,04±0,06. Аналогичным образом определяются и другие расчетные диаметры детали, которые будут необходимы для дальнейших расчетов. Симметричное расположение полей допусков на диаметры очень удобно при расчете допусков на высотные размеры детали, по которым в дальнейшем определяются допуски на высотные размеры резца.
= 20,04±0,06. Аналогичным образом определяются и другие расчетные диаметры детали, которые будут необходимы для дальнейших расчетов. Симметричное расположение полей допусков на диаметры очень удобно при расчете допусков на высотные размеры детали, по которым в дальнейшем определяются допуски на высотные размеры резца.
При необходимости также пересчитываются линейные размеры детали ( ,
,  , и др.), которые часто задаются конструктором от одной базы (в данном случае от торца детали, см. рис.3.10, а), в расчетные размеры
, и др.), которые часто задаются конструктором от одной базы (в данном случае от торца детали, см. рис.3.10, а), в расчетные размеры  ,
,  , и др. (см. рис.3.10, б). При этом следует учитывать, к какому виду размеров относится линейный размер, к входящему (участки 1-2, 2-3 и 5-6) или охватывающему (участок 3-4-5) по отношению к режущей кромке резца. В данном случае расчетные линейные размеры будут следующими: = ;
, и др. (см. рис.3.10, б). При этом следует учитывать, к какому виду размеров относится линейный размер, к входящему (участки 1-2, 2-3 и 5-6) или охватывающему (участок 3-4-5) по отношению к режущей кромке резца. В данном случае расчетные линейные размеры будут следующими: = ;  = – и др. Допуск на охватывающие линейные размеры принимается в «плюс», а на входящие – в «минус». Это связано с тем, что при обработке входящие линейные размеры детали за счет осевого биения шпинделя станка уменьшаются, а охватывающие – наоборот, увеличиваются.
= – и др. Допуск на охватывающие линейные размеры принимается в «плюс», а на входящие – в «минус». Это связано с тем, что при обработке входящие линейные размеры детали за счет осевого биения шпинделя станка уменьшаются, а охватывающие – наоборот, увеличиваются.
На конических (1-2) и дуговых (3-4-5) участках вводятся дополнительные точки 7 и 8 и определяются их координаты положения, необходимые для расчета погрешности в этих точках при обработке. Например, на коническом участке 1-2 положение точки 7 определяется линейным размером  и диаметром
и диаметром  . Для определения рекомендуется задаваться значениями = (0,5…0,6) и рассчитывать его по формуле = + ( + ) / . На дуговом участке 3-4-5 положение дополнительной точки 8 определяется линейным размером
. Для определения рекомендуется задаваться значениями = (0,5…0,6) и рассчитывать его по формуле = + ( + ) / . На дуговом участке 3-4-5 положение дополнительной точки 8 определяется линейным размером  и диаметром
и диаметром  . Для определения величины
. Для определения величины  также рекомендуется задаться значением =(0,5…0,6)
также рекомендуется задаться значением =(0,5…0,6)  и рассчитывать его по формуле
и рассчитывать его по формуле
=  + 2
+ 2 
 –
–  .
.
Аналогичным образом определяются l и d для других принятых дополнительных точек участков детали.
Расчетные значения диаметров и осевых размеров определяются с точностью до 0,001 мм, угловых размеров – до 1¢, а допусков – до 0,0001 мм, после чего в зависимости от размера допуска эти значения могут округляться.
3.3. ВЫБОР ПОЛОЖЕНИЯ БАЗОВОЙ ЛИНИИ
По виду базовых элементов режущей кромки резцы разделяются на две группы: а) резцы с базовой линией; б) резцы с базовой точкой.
Для установки резца в рабочее положение необходимо знать, какой из участков его фасонной кромки или точка должны быть расположены на уровне осевой плоскости обрабатываемой детали. Они называются базовыми.
Базовые участки режущих кромок и точки получаются в результате пересечения передней плоскости резца и осевой плоскости детали. Устанавливает базовые элементы проектировщик. Он использует их при расчете элементов резца и указывает в чертеже на резец.
У резцов с передним углом, равным нулю, режущая кромка целиком располагается в осевой плоскости детали. У резцов с передним углом γ ≠ 0 только отдельные ее участки или точки могут быть использованы в качестве базовых для установки резца.
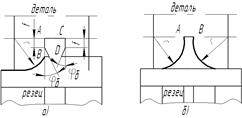
Примеры возможных установок вершины режущей части резцов одинакового профиля на уровне осевой плоскости детали при γ ≠ 0 приведены на рис.3.11.
При расположении базовой линии по кромке АВ (рис.3.11, а), передний и задний углы по периметру этой кромки будут постоянными. Кромки ВС и СD будут располагаться выше осевой плоскости детали. В соответствии с этим передние углы по периметру этих кромок будут больше, задние меньше, чем для кромки АВ. Величина углов в зоне кромки СD получается постоянной, а в зоне кромки ВС – переменной, поскольку эта кромка не параллельна осевой плоскости детали и положение ее точек относительно осевой плоскости детали различно. Очевидно, использование такого варианта расположения базовой линии возможно только после проведения анализа непостоянства углов по периметру кромки и установления их допустимости при эксплуатации резца. Кроме того, необходимо учитывать, что при этом варианте образующая поверхность детали ВС получается криволинейной, так как кромка резца ВС располагается наклонно под углом λ к осевой плоскости детали (см. рис.3.11, а).
Для получения на детали прямолинейной образующей ВС кромку резца, обрабатывающую этот участок, необходимо иметь в виде кривой второго порядка. Это усложняет профилирование резца и связано с необходимостью повышения точности его установки, размеров диаметра резца и углов его режущей части, колебание которых влияет на размеры профиля резца.
При расположении базовой линии по кромке СD (рис.3.11, б), кромки АВ и ВС будут располагаться ниже оси детали. Углы режущей части в зоне кромки СD будут постоянными, а в зоне кромки СВ – переменными и отличными от углов в зоне кромки СD. Влияние кромки СВ на точность образующей детали будет в принципе таким же, как и при базовой линии, расположенной по кромке АВ. Процесс профилирования кромки ВС будет также затруднительным при необходимости получить на детали участок ВС прямолинейным.
Возможен третий вариант, когда базовая линия проходит по участку ВС, расположенному в осевой плоскости детали (рис.3.11, в). Углы режущей части будут переменными на участках АВ и СD. В этом случае конструкция и технология резца усложняются. Ось резца при этом будет расположена под углом μ к оси детали. В этом случае кромки резца АВ и СD детали будут также искажены и, если их необходимо получить прямолинейными, потребуется особое профилирование одноименных участков режущих кромок.
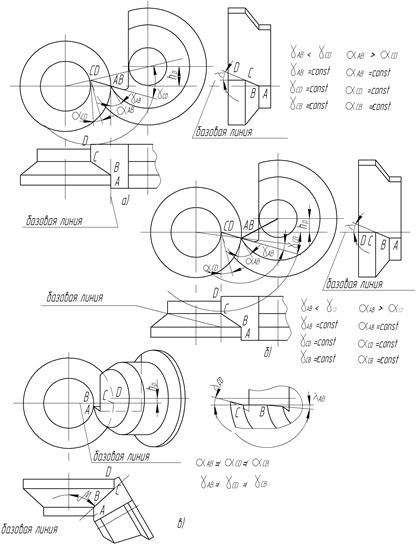 |
| Рис. 3.11. Варианты расположения базовой линии по режущим кромкам: АВ (а), СD (б) и BС (в) |
Положительной особенностью этого варианта является возможность наиболее точно осуществить профилирование участка ВС в ущерб участкам АВ и СD. Поэтому этот вариант можно рекомендовать к применению в тех случаях, когда периметр участка ВС значительно превосходит периметр каждого из участков АВ и СD и к нему предъявляются повышенные требовании по точности по сравнению с ними.
Учитывая влияние положения базовой линии или точки на элементы конструкции резцов, углы режущей части, профиль кромки, на процесс изготовления и эксплуатации резцов, а также особенности профиля детали, требования к нему и другие данные, невозможно сформулировать полно и конкретно условия выбора положения базовых элементов для всего многообразия встречающихся вариантов. Поэтому рекомендуется при наборе базовых элементов учитывать ряд следующих общих положений:
1) предпочтительнее базовую линию располагать по участку кромки, параллельному оси резца и наиболее удаленному от нее;
2) при необходимости обеспечить повышенную точность отдельного участка профиля детали базовую линию следует располагать по этому участку;
3) при несимметричных профилях, резких колебаниях размеров диаметра обрабатываемой детали и наличии участка профиля, нормального оси детали, базовую линию следует располагать под углом к оси детали равным 15…20˚ таким образом, чтобы высота профиля резца при отсчете от базовой линии была меньше. Это обеспечит меньшее отклонение величины углов участков кромок, не расположенных на базовой линии от углов кромок на базовой линии или базовых точках.
При курсовом проектировании с целью некоторого его упрощения рекомендуется использовать первый вариант расположения базовой линии – по участку режущей кромки, параллельному оси резца и наиболее удаленному от нее (см. рис.3.11, б).
3.4. РАСЧЕТ ГАБАРИТНЫХ РАЗМЕРОВ ФАСОННЫХ РЕЗЦОВ








