 2015-01-13
2015-01-13 816
816 , мм , мм | 10…20 | 21…50 | 51…80 | 81…120 | ||||||||
 , мм , мм | 1,5…2,0 | 2,5…3,0 | 3,5…4,0 | 5,0…6,0 | ||||||||
 , мм , мм | 5…6 | 7…9 | 10…15 | 16…20 | 21…25 | |||||||
 , мм , мм | 6…7 | 8…10 | 11…14 | 15…18 | ||||||||
 , мм , мм | 6…7 | 8…10 | 11…14 | 15…18 | ||||||||
 , мм , мм | ||||||||||||
 , мм , мм | до 4 | |||||||||||
 ,мм ,мм | ||||||||||||
 | - | |||||||||||
 | - | |||||||||||
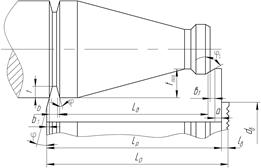 |
| Рис. 3.13. Дополнительные режущие кромки фасонных резцов при обработке деталей из прутка |
Число рифлений z = 34, угол профиля их в нормальном сечении 90º (рис.3.14). Для постоянства площадки при вершине рифлений по их длине, их фрезеруют с поднутрением под углом  : tg =
: tg =  .
.
Для призматических и круглых резцов с посадочным отверстием ширина резца  рассчитывается с учетом ширины детали
рассчитывается с учетом ширины детали  и принятых дополнительных режущих кромок, т.е. (см.рис.3.13)
и принятых дополнительных режущих кромок, т.е. (см.рис.3.13)
=  .
.
Общая ширина резца  учитывает наличие буртика с рифлениями (или хвостовика), т.е. = +
учитывает наличие буртика с рифлениями (или хвостовика), т.е. = +  .
.








