 2015-01-13
2015-01-13 754
754При коррекционных расчетах, чем сложнее расчетные формулы, тем больше труда и времени требуется затратить на выполнение расчетов и больше вероятность получения ошибки. Поэтому сложные расчетные формулы заменены простыми. При тригонометрическом методе коррекционный расчет фасонных резцов основан на последовательном решении ряда простейших трехчленных уравнений, дающих в итоге искомый результат (см. раздел 3.6). Эта крайняя степень упрощения структуры расчетных формул удачно сочетается с применением логарифмического метода расчета, при котором действия умножения и деления чисел заменяют сложением и вычитанием соответствующих логарифмов.
Образцом унифицированной расчетной записи служит таблица расчета простейших трехчленных уравнений для определения всех размеров (см. примеры расчета круглого и призматического резцов табл.3.9, 3.10, 3.11). Приведенный метод составления расчетных записей позволяет при минимальных записях документировать весь ход расчета, что имеет большое значение не только для экономии средств, времени и труда, но позволяет избежать ошибки, и в случае надобности, быстро проверить точность коррекционных расчетов.
Одним из важнейших факторов, обеспечивающих высокую точность работы фасонного резца является точность коррекционных расчетов профиля режущей кромки лезвия этого резца. В связи с этим расчетные размеры должны быть определены с точностью не менее 0,01мм. Подобная точность расчета может быть гарантирована при выполнении коррекционных расчетов с точностью до 1'' для угловых размеров и до 0,001…0,0001 мм для линейных с последующим округлением до 0,01 мм.
3.7. ПРОЕКТИРОВАНИЕ КАЛИБРА И КОНТРКАЛИБРА
ДЛЯ ФАСОННЫХ РЕЗЦОВ
Калибр предназначен для контроля точности фасонных поверхностей резцов. Проектирование калибра состоит из построения его профиля и выполнения рабочего чертежа. Построение профиля калибра производиться по результатам коррекционного расчета фасонного профиля резца. Выбирается узловая контурная точка 1, через которую параллельно оси или базе крепления резца проводиться координатная линия II, по которой откладываются осевые размеры  ,
,  ,…,
,…,  . В направлении перпендикулярном линии II через соответствующие базовые точки 2, 3,…,n откладываются расстояния
. В направлении перпендикулярном линии II через соответствующие базовые точки 2, 3,…,n откладываются расстояния  ,
,  ,…,
,…,  , определенные в результате коррекционных расчетов отдельных узловых точек фасонного профиля круглого и призматического резцов (см. разделы 3.6.3 и 3.6.4).
, определенные в результате коррекционных расчетов отдельных узловых точек фасонного профиля круглого и призматического резцов (см. разделы 3.6.3 и 3.6.4).
Осевые расстояния между узловыми контурными точками фасонного профиля калибров , ,…, равны осевым расстояниям между одноименными узловыми точками фасонного профиля деталей и резцов. Пример построения и простановки размеров на калибрах для контрольного измерения круглых и призматических радиальных резцов приведен на рис.3.26.
Профиль резца должен совпадать с профилем калибра без просвета и по длине профиля должен перекрывать торцы резца на 1-2 мм.
Ширина калибра принимается не менее 30 мм для того, чтобы его удобно было держать в руке. Углы калибров и контркалибров притупляются фасками 2х45˚. Толщина калибров и контркалибров принимается в пределах 2-4 мм. При толщине более 2,5 мм делается фаска для уменьшения рабочих поверхностей.
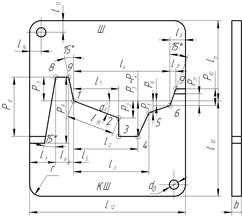 |
| Рис. 3.26. Шаблон и контршаблон для контроля профиля технологического (нормального) сечения призматического и круглого радиальных резцов |
Величина допуска на размеры профиля калибра принимается равной 1/3 допуска размеров резца, но не должна превышать ±0,01 мм. Радиусы задаются номинальными размерами без указания допусков. Плоскости калибров и контркалибров должны шлифоваться до получения шероховатости поверхности  Величины допусков на изготовление угловых размеров берутся в размере 10% допуска резца.
Величины допусков на изготовление угловых размеров берутся в размере 10% допуска резца.
Контркалибр применяется для контроля резца второго порядка, предназначенного для окончательной обработки профиля основного резца. Допуски на изготовление контркалибров принимаются в размере 25% допусков калибров, но не менее ±0,005 мм.
Наиболее профессиональный и полный подход к расчету исполнительных размеров фасонных резцов и допусков на высотные и осевые размеры фасонных резцов и калибров представлен в работе [19]. Суть его в следующем.
Исполнительные размеры и допуски во многом определяют размерную стойкость и срок службы фасонных резцов. При этом имеются существенные отличия, которые необходимо обязательно учитывать при расчёте высотных и линейных размеров фасонных резцов и калибров.
При расчёте высотных размеров калибров ( ) необходимо подразделять их на охватывающие и входящие, так как они имеют разные условия работы и износ при эксплуатации (табл. 3.6).
) необходимо подразделять их на охватывающие и входящие, так как они имеют разные условия работы и износ при эксплуатации (табл. 3.6).
Таблица3.6








