 2015-01-21
2015-01-21 1370
1370Ультразвуковой (УЗ) метод контроля является наиболее эффективным. Ультразвук (f >20 кГц) проникает в металл на глубину 8...10 м, ширина зоны проникновения 6…10 мм. Это позволяет производить контроль при одностороннем доступе к детали. Дефектоскопия выявляет не только образовавшийся дефект, но и начало развития усталостных процессов в металле, позволяет измерить толщину детали.
Существуют различные методы ультразвуковой дефектоскопии.
1. Теневой метод.
Излучатель и приемник размещаются по разным сторонам изделия. Дефект, располагаясь на пути УЗ лучей, уменьшает их энергию.
2. Резонансный метод.
Основан на определении частот, на которых возбуждаются резонансные колебания по толщине в исследуемом участке изделия. Необходимо, чтобы совпадала частота колебаний, создаваемых в детали внешним источником, с частотой собственных колебаний детали.
3. Зеркально-теневой метод.
УЗ колебания излучаются преобразователем и, отражаясь от дна изделия, принимается вторым преобразователем. Уменьшение энергии УЗ свидетельствует о наличии дефекта.
4. Импульсно-отражательный метод.
Основан на озвучивании дефекта УЗ колебаниями и регистрации отраженного от дефекта эхо-сигнала. Схема установки приведена на рис. 6.
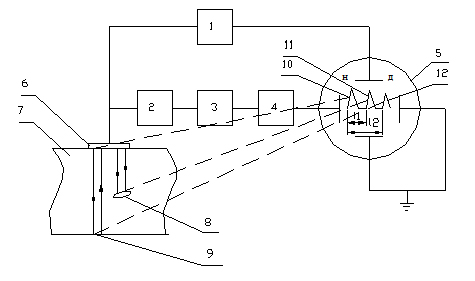
1 – приёмно-усилительный тракт; 2 – генератор радиоимпульсов;
3– синхронизатор; 4 – генератор развертки; 5 – электронно-лучевая трубка;
6 – пьезопластина; 7 – контролируемая деталь; 8 – дефект;
9 – дно контролируемой детали; 10 – зондирующий импульс;
11 – проявление дефекта; 12 – донный импульс
Рисунок – Установка ультразвуковой дефектоскопии при импульсно-отражательном методе
От синхронизатора 3 тактовые импульсы поступают на генератор радиоимпульсов (зондирующих импульсов) 2. При этом в колебательном контуре возникают кратковременные свободные радиочастотные колебания, которые передаются на пьезопластину 6. Одновременно синхронизатор 3 запускает генератор развертки 4, который прочерчивает горизонтальную линию на экране дефектоскопа. Зондирующий импульс попадает одновременно на пьезопластину 6 искательной головки и в приемно-усилительный тракт 1. Приемно-усилительный тракт подает сигнал на пластины вертикального отклонения электронно-лучевой трубки 5, вследствие чего луч прочерчивает на экране в начале развертки зондирующий импульс 10. В то же время пьезоэлемент возбуждается и генерирует УЗ колебания, которые распространяются в виде пучка УЗ волн. В конце каждого импульса генератор импульсов «запирается». Отраженные колебания попадают на пьезоэлемент и создают разность потенциалов и переменное напряжение, которое через приемно-усилительный тракт 1 подается на электронно-лучевую трубку 5. Проходя изделие 7, УЗ колебания отражаются от дефекта 8 и, возвращаясь на пьезопластину раньше, чем отражения от дна изделия 9, вызывают на экране электронно-лучевой трубки 5 появление импульса 11, по амплитуде которого можно судить об отражающей способности дефекта, т.е. его величине. Отражения от дна изделия приходят через некоторое время, вызывая на экране ЭЛТ появление донного импульса 12. После регистрации отражений в генераторе развертки изменяются знаки зарядов, подаваемых на отклоняющие пластины, и электронный луч гасится. Вместе с тем подается следующий импульс, и цикл работы повторяется.








