 2015-01-21
2015-01-21 912
912Федеральное государственное бюджетное образовательное учреждение
Высшего профессионального образования
«Казанский национальный исследовательский технологический университет»
(ФГБОУ ВПО «КНИТУ»)
Казанский межвузовский инженерный центр «Новые технологии»
ФГБОУ ВПО «КНИТУ»
ТЕСТОВЫЕ ЗАДАНИЯ
ДЛЯ ПРОВЕРКИ ОСТАТОЧНЫХ ЗНАНИЙ СТУДЕНТОВ
(с ответами)
по дисциплине Б.3.10 «Основы проектирования»
Направление подготовки 151000.62 «Технологические машины и оборудование»
Программа подготовки Оборудование нефтегазопереработки
Квалификация выпускника БАКАЛАВР
Форма обучения ЗАОЧНАЯ
Институт, факультет ИХТИ Факультет экологической, технологической и информационной безопасности
Казань, 2012
Тестовые задания составлены с учетом требований Федерального государственного образовательного стандарта высшего профессионального образования третьего поколения.
Разработчики вопросов:
доцент кафедры ОХЗ_________________________/А.С. Балыбердин/
18. 04. 12 г.
Тесты рассмотрены и одобрены на заседании кафедры оборудование химических заводов, протокол № _______ от «____» _____________ 2012 г.
Директор КМИЦ «НТ»,
профессор __________________ /А.Ф. Махоткин/
Тесты утверждены на заседании методической комиссии Инженерного химико-технологического института, протокол №______от_____________2012 г.
Председатель методической комиссии,
профессор __________________ /В.Я. Базотов/
«_____» _______________2012 г.
Методист УМЦ _________________ /Шакирова Л./
Начальник УМЦ _________________ /Л.З. Рязапова/
1.1. Гибка листового проката осуществляется:
А) в штампах;
Б) путем пластического изгиба при перемещении заготовки между вращающимися валками;
В) путем пластического изгиба при прокатывании валков по неподвижной заготовке.
Ответ: Б.
1.2. Потеря устойчивости формы изгиба листа выражается в:
А) опрокидывании листа в сторону, противоположную направлению его вращения;
Б) опрокидывании листа в сторону, совпадающую с направлением его вращения;
В) колебании листа в верхней точке траектории изгиба.
Ответ: А.
1.3. Гибка листов в нагретом состоянии производится в следующих случаях:
А) при гибке листов из жаропрочных сталей;
Б) когда мощности оборудования недостаточно для изгиба листа требуемой толщины;
В) при гибке биметаллов.
Ответ: Б.
1.4. Обечайки с жестким контуром имеют отношение толщины листа h к диаметру D
А) не менее 0,01;
Б) не менее 0,1;
В) более 0,01.
Ответ: А, В.
1.5. Для футерования обечаек титаном используют листы толщиной
А) 1,5 – 2,0 мм;
Б) менее 0,5 мм;
В) 5 мм.
Ответ: А.
1.6. Что означает термин «плакирование» заготовок?
А) обклейка внутренней поверхности обечайки листовой резиной;
Б) защита заготовки листовым свинцом;
В) наплавление на поверхность заготовки слоя латуни.
Ответ: В.
1.7. Допускаемая овальность корпусов всех аппаратов, за исключением теплообменников, не должна превышать:
А) 2,5% от номинального диаметра;
Б) 1,0% от номинального диаметра;
В) 5% от номинального диаметра.
Ответ: Б.
1.8. Расположение болтовых отверстий фланцев должны:
А) не совпадать с главными осями сосудов и аппаратов;
Б) совпадать с главными осями;
В) расположение отверстий техническими требованиями к сборке аппаратов не оговариваются.
Ответ: А.

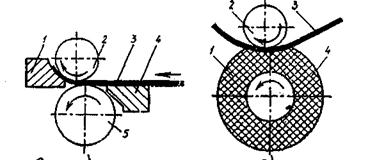
 1.9. Укажите способ соединения штуцера с корпусом аппарата
1.9. Укажите способ соединения штуцера с корпусом аппарата

А) посредством укрепляющего кольца;
Б) приварка к вытянутой в корпусе горловине;
В) посредством утолщенного патрубка.
Ответ: В.
1.10. Витые прокладки изготавливают в виде профилей:
А) V и W;
Б) М;
В) Z.
Ответ: А.
2.1. Строжка листа это:
А) правка листа перед гибкой;
Б) подготовка кромок листа на сварку;
В) разметка листа.
Ответ: Б.
2.2. При разметке двухслойной стали с последующей обработкой на гильотинных ножницах разметку проводят:
А) со стороны основного металла;
Б) со стороны плакирующего слоя;
В) не имеет значения.
Ответ: Б.
2.3. При нагреве листов перед гибкой время выдержки в печи составляет:
А) 3 минуты на 1 мм толщины;
Б) 5 минут на 1 мм толщины;
В) 1 минута на 1 мм толщины листа.
Ответ: В.
2.4. Температура образования окалины для стали 12Х18Н10Т равна:
А) 800оС;
Б) 1050оС;
В) 950оС.
Ответ: А.
2.5. Выкатка обечайки – это:
А) деформирование участка контура обечайки;
Б) уменьшение деформации участка контура обечайки;
В) вращение обечайки при постоянном радиусе изгиба.
Ответ: В.
2.6. При изготовлении обечайки по сравнению с заготовкой происходит:
А) упрочнение материала;
Б) пределы текучести и прочности уменьшаются;
В) свойства материала не изменяются.
Ответ: А.
2.7. Рациональной схемой разгрузки обечайки следует считать:
А) разгрузку через 0,5 оборота;
Б) разгрузку через 0,75 – 1,25 оборота;
В) разгрузку через 1,5 оборота.
Ответ: Б.
2.8. После окончания процесса правки обечайку вращают на валках до температуры «потемнения», которая равна:
А) 200оС;
Б) 300 – 400оС;
В) 600оС.
Ответ: Б.
2.9. Процесс гуммирования – это
А) защита аппарата диабазовой плиткой;
Б) защита внутренней поверхности аппарата распыленным свинцом;
В) футеровка аппарата резиной.
Ответ: Б.
2.10. Для удаления с поверхности черных металлов окалины и ржавчины используется паста:
А) «Гойя»;
Б) КБЖ;
В) «Целлочель».
Ответ: В.
4.1. Укажите соответствие:
2. массообменные аппараты;
3. аппараты для разделения сред;
4. нагревательные аппараты.
А) газовые топки, огневые подогреватели, котлы-утилизаторы;
Б) конденсаторы, испарители, погружные холодильники;
В) колонны ректификационные, экстракционные, абсорберы, десорберы;
Г) пылеуловители, сепараторы, фильтры, отстойники.
Ответ: 1 – Б; 2 – В; 3 – Г; 4 – А.
4.2. При изготовлении химической аппаратуры примерная трудоемкость работ составляет (в %):
1. механическая обработка А) 15 – 55
2. кузнечно-прессовые работы Б) 13 – 45
3. сварочные работы В) 1 – 5
4. слесарно-сборочные работы Г) 25 – 55.
Ответ: 1 – Г; 2 – В; 3 – Б; 4 – А.
4.3. Распределение заготовок по способам их получения при изготовлении аппаратов следующее (в %):
1. штампованные А) 85;
2. из проката труб Б) 5;
3. после механической обработки В) 2.
Ответ: 1 – В; 2 – А; 3 – Б.
4.4. Укажите соответствие:
1. предел прочности А)  ;
;
2. величина деформации Б)  ;
;
3. предел текучести В) Е;
4. модуль упругости Г)  .
.
Ответ: 1 – Б; 2 – А; 3 – Г; 4 – В.
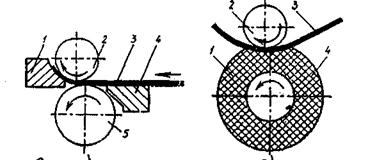
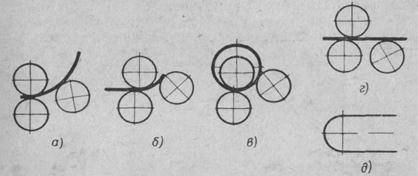
4.5. Укажите соответствие схем листогибочных машин:
1. двухвалковая машина с гибочным упором;
2. трехвалковая машина с симметричным расположением валков;
3. машина с верхним валком, перемещающимся в горизонтальном направлении;
4. листогибочная машина с упругим покрытием нижнего валка.
 А)
А)
 |
 Б)
Б)
 |
 В)
В)
|
|
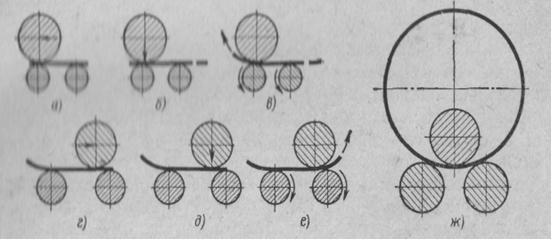
Ответ: 1 – Б; 2 – В; 3 – Г; 4 – А.
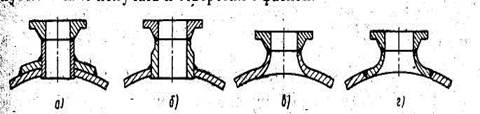
4.6. Укажите соответствие дефектов гибки:
1. перекос кромок;
2. перегиб обечайки на меньший радиус;
3. конусность;
4. бочкообразность.
|
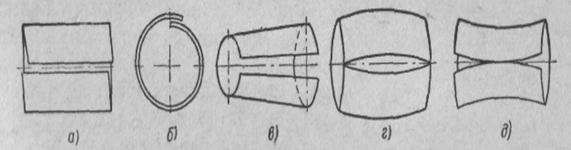
Ответ: 1 – Г; 2 – А; 3 – Б; 4 – В.
4.7. Укажите соответствие:
1. коэффициент формы обечайки А) Ro;
2. коэффициент радиуса обечайки Б) N;
3. величина разгрузки при правке В) Кф;
4. усилие на боковой валок Г) Рб.
Ответ: 1 – В; 2 – А; 3 – Б; 4 – Г.
4.8. Укажите соответствующую формулу для определения:
1. области устойчивого изгиба листа А)  ;
;
2. жесткость обечайки Б)  ;
;
3. зависимости между напряжением и
величиной деформации В)  .
.
Ответ: 1 – В; 2 – А; 3 – Б.
5.1. К эксплуатационным параметрам емкостных аппаратов относят … (температуру, рабочее давление и состав рабочей среды).
5.2. Химическая аппаратура классифицируется по следующим признакам: … (эксплуатационные параметры, толщина стенки, вид материала, конструктивные характеристики, габаритность).
5.3. По толщине стенки аппараты делятся ………
(на тонкостенные, с толщиной стенки до 36 мм включительно, и толстостенные, с толщиной стенки более 36 мм).
5.4. За базовый диаметр аппаратов принимают:……..
(- наружный диаметр аппаратов, изготавливаемых из труб;
- внутренний диаметр обечаек, изготавливаемых из листового проката).
5.5. Разметка листовых заготовок производится с целью ……
(указания границ обработки и рационального раскроя листа для наиболее полного использования металла).
5.6. Развертка цилиндрической обечайки внутренним диаметром Dв из стали толщиной h определяется ……….
(по диаметру нейтральной поверхности  ).
).
5.7. Отверстия в аппаратостроении получают следующими способами … (сверлением, штамповкой, газопламенной и плазменной резкой).
5.8. На валковой листогибочной машине выполняются следующие операции ……
(подгибка кромок листа, круговая гибка, правка обечайки).
5.9. Футеровка химического оборудования листовым титаном осуществляется следующими способами: ….…
( вставным вкладышем, сварной картой, панелями на титановых подкладках).
5.10. Для уплотнения фланцевых соединений применяют прокладки следующих типов: (плоские неметаллические, витые из металлических и неметаллических лент, металлические овального и восьмиугольного сечения).








