2015-01-21
2015-01-21 486
486Блок оптический Я2М3.840.160 состоит из корпуса 2, линзы в оправе 1, конденсора 3, зеркала в оправе 7, объектива 6, гайки 4 и кольца 5. Фокусировка блока оптического осуществляется вращением гайки 4, которая перемещает вдоль оптической оси объектив 6. Кольцо 5 осуществляет крепление объектива 6 в корпусе 2. Зеркало в оправе 7 служит для передачи света в плоскость предметов.
Осветитель состоит из конденсора 5, лампы КГМН12-50 4, отражателя 3. Включение лампы в сеть осуществляется электропроводом, входящим в данный осветитель. Перемещение лампы 4 и отражателя 3 вдоль оптической оси осуществляется ручкой 7 при зажатой гайке 6. Для движения отражателя 3 необходимо отпустить гайку 6 и ручкой 7 осуществить требуемое перемещение. Винты 1 предназначены для подвижки отражателя 3 в направлении перпендикулярном оптической оси осветителя. Винты служат для совместного перемещения отражателя 5 и лампы 4 в полости перпендикулярной оси осветителя. Датчик служит для передачи изображения кристалла на экране ВКУ.
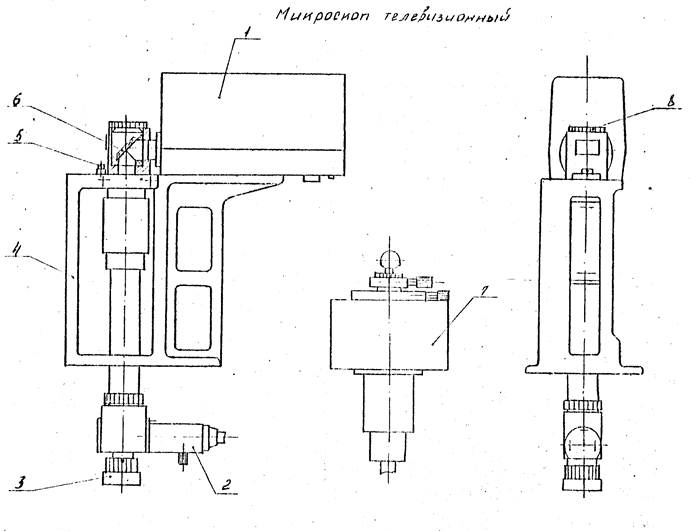
1 – датчик телевизионный, 2 – блок оптический, 3 – крышка объектива, 4 – кронштейн, 5 – винт управления паниратикой, 6 – линза о оправе, 7 – осветитель, 8 – заглушка.
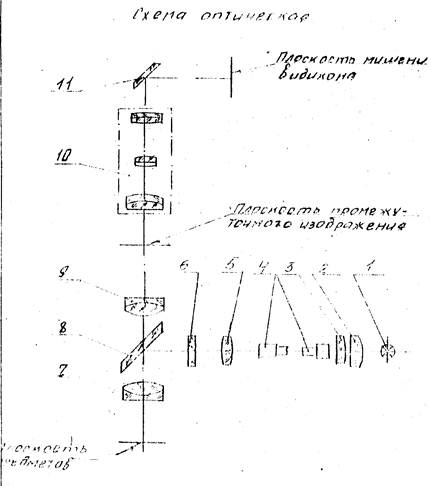
1 – лампа, 2 – конденсор, 3 – линза, 4 – световод, 5 – конденсор, 6 – светофильтр, 7 – объектив, 8 – зеркало, 9 – линза склеенная, 10 – объектив панкреатический, 11 – зеркало.
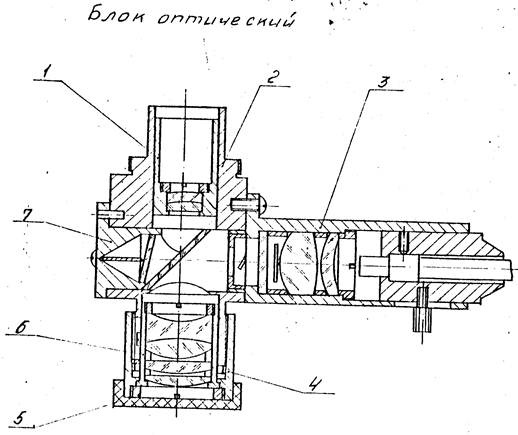
1 – линза в оправе, 2 – корпус, 3 – конденсор, 4 – гайка, 5 – кольцо, 6 – объектив, 7 – зеркало в оправе.
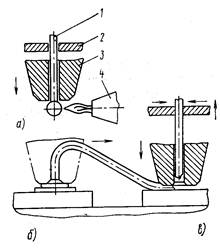
Микросварку выводов осуществляют обычно методом термокомпрессии либо ультразвуковой сваркой. Проволока для образования перемычек между контактными площадками кристалла и выводов корпуса подается через центральное или боковое капиллярное отверстие сварочного инструмента. Инструмент с центральной подачей проволоки обычно используют при термокомпрессионной сварке, требующей для образования качественных соединений в 2—4 раза больших усилий сжатия, чем при ультразвуковой сварке.
При термокомпрессионной сварке на первом этапе (рис. а) на конце проволочки 1 образуется шарик электрическим разрядом или путем оплавления ее конца в пламени водородной горелки 4. Затем инструмент 3 опускается к месту сварки к нему прикладывается необходимое усилие сжатия. Рабочий столик с установленным на нем изделием предварительно разогревается до температуры 473... 673 К (200... 400СС), при необходимости производится импульсный нагрев инструмента и в месте контактирования металлизированной площадки кристалла и вывода образуется качественное соединение (рис.б). Затем инструмент поднимается, при этом щипцы 2 разжимаются и проволочка протягивается через капилляр. Рабочий столик перемещается, подводя под инструмент вторую контактную площадку, инструмент опускается, и второе соединение формируется внахлест (рис. в). Щипцы зажимаются и, перемещаясь от инструмента, проводят обрыв проволочки. Инструмент поднимается, щипцы производят подачу очередного участка проволоки, и цикл сварки повторяется.
При ультразвуковой сварке формируется нахлесточное соединение, при этом используют инструмент с боковой подачей проволоки. Процесс соединения состоит из тех же этапов, что и ранее рассмотренный, за исключением образования шарика на конце проволоки.