 2015-02-24
2015-02-24 4451
4451К приспособлениям-зажимам предъявляют следующие основные требования: крепление детали сборочной единицы в приспособлении должно быть достаточно надежным и прочным; зажатие должно осуществляться немногими и простейшими приемами и возможно быстрее; закрепление не должно деформировать детали или вызывать повреждение их поверхностей; при необходимости точной установки деталей зажимы не должны смещать их во время закрепления.
При проектировании сборочной оснастки необходимо, там, где это экономически оправдывается, применять быстродействующие пневматические и пневмогидравлические зажимные устройства, обеспечивающие сокращение вспомогательного времени и благодаря этому снижение на 5—7% трудоемкости сборки.
Очевидно, что сборка не может быть точной, если при зажатии или при выполнении операций деталь будет деформироваться. Это может происходить, например, вследствие неправильного положения детали или сборочной единицы или неудачного выбора места зажатия, при недостаточном количестве опор, под действием
слишком большой силы зажатия и т. п. Следует учитывать, что нередко деформируются даже довольно массивные детали, в особенности, если зажатие производится вручную, бесконтрольно. Поэтому пневматические или гидравлические зажимы, удерживающие детали с постоянным и необходимым давлением, имеют значительное преимущество перед ручными.
Целесообразно широкое использование нормализованных одно- или двухпоршневых пневматических зажимов, создающих силу до 1000 кгс при диаметре поршней 80 мм.
При необходимости включения в зажимные элементы силовых винтов для их вращения следует применять механический привод с муфтами, ограничивающими крутящий момент.
Универсальные приспособления для закрепления. На сборочных участках многих производств распространенным видом зажимных приспособлений являются слесарные тиски. Преимущество их заключается в том, что они в ряде случае делают излишним изготовление специальных зажимных приспособлений, особенно если используются сменные губки, которым придается любая форма в зависимости от формы зажимаемой детали. Губки изготовляют, из мягкой стали, латуни, меди, алюминия. Иногда их отливают из свинца.
Если конструктивные формы детали или сборочной единицы не позволяют осуществить зажатие в тисках, последние нередко используют для закрепления разнообразных оправок или специальных зажимов, удерживающих собираемые узлы при выполнении сборочной операции.
Однако обычные слесарные тиски относятся к группе медленно действующих приспособлений, и при большой расчлененности процесса сборки вспомогательное время на зажатие и отжатие может составлять значительную долю основного времени, затрачиваемого на операцию. Поэтому следует применять быстродействующие тиски.
Существует много разнообразных конструкций таких тисков — рычажные, эксцентриковые и др. Однако наиболее целесообразными являются конструкции с пневматическим приводом. Время, требуемое для зажатия, благодаря применению пневматического зажима значительно сокращается. При использовании, например, винтового зажима с гаечным ключом для закрепления требуется 4,9с, эксцентрикового зажима — 1,6с, а пневматического — только 0,35с. Преимущества пневматического зажима: обеспечение стабильности закрепления, легкость регулирования, силы зажатия, освобождение рабочего от утомительных движений, что способствует повышению производительности труда на сборке.
Конструкция быстродействующих пневматических тисков представлена на рисунке.
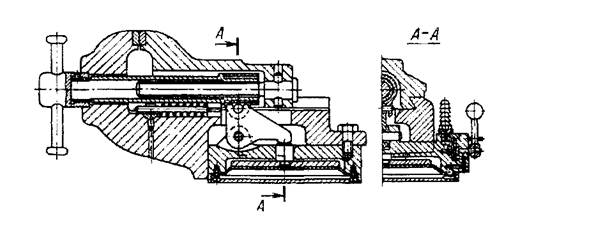
В зависимости от размеров диафрагменной камеры наибольшая сила зажима достигает 4000 кгс. Подача сжатого воздуха в камеру осуществляется распределительным краном с плоским золотником, управляемым рукой или ногой. К основанию тисков целесообразно прикреплять шток, соединенный с поршнем гидроцилиндра, установленного под крышкой верстака. Вследствие этого тиски при необходимости можно легко поднимать или опускать посредством пневмогидравлической системы.
В зависимости от конфигурации закрепляемых деталей и сборочных единиц тиски оснащают специальными наладками. Удобны также нормализованные пневматические зажимы с диафрагменными камерами и рычагом-прихватом, создающие силу зажатия 250—300 кгс.
К группе универсальных зажимных приспособлений следует отнести также струбцины. Наиболее часто при сборке применяют винтовые, эксцентриковые и пневматические струбцины.
В конструкции пневматической струбцины, приведенной на рис. 40, сила зажима около 1000 кгс создается сдвоенным пневмоцилиндром; положение скобы здесь регулируется по высоте и по углу поворота относительно штока цилиндра. Время, требуемое для зажатия струбциной, 1,5—2с.
В ряде случаев в пневматических зажимных приспособлениях целесообразно использование вакуума. Монтируемая сборочная единица устанавливается в этом случае на плиту, в выточке которой посредством вакуумного насоса создается разрежение. Для уплотнения применяется резиновая прокладка-кольцо, укладываемая в канавку соответствующей формы. При расчете следует учитывать, что наибольшая удельная сила прижима не превышает 0,8—0,85 кгс/см2.
Специальные приспособления для закрепления. Такие приспособления предназначены для закрепления одной детали, сборочной единицы или же группы деталей, сборочных единиц определенной формы. Хотя область применения каждого приспособления ограничена, тем не менее, простота конструкции делает использование их экономически оправданным. Специальные приспособления особенно широко применяются в крупносерийном и массовом производствах.
Эти приспособления бывают стационарные и передвижные. В зависимости от размеров сборочных единиц их устанавливают на верстаке или на полу и закрепляют винтовыми, эксцентриковыми или пневматическими зажимами. Для базирования сборочных единиц применяют призмы, конусные центры, плоские выступы или кольцевые опоры, часто облицованные вкладышами из мягких сплавов, фибры или кожи.
Для удобства сборки многие приспособления допускают поворот собираемого изделия в горизонтальной или вертикальной плоскости. Одно из таких приспособлений кантователей, позволяющих поворачивать собираемое изделие (автомобильный двигатель) на 180° в обе стороны.
Если при сборке требуется точная фиксация сборочной единицы, а также прочное закрепление во избежание смещения ее под действием прилагаемых сил, в приспособлениях применяют пневматические зажимы с клиновыми или рычажными усилителями.

