 2015-02-27
2015-02-27 421
421Рассмотрим математическую модель для определения динамических свойств завода как ПС и выявления зависимостей качества ее функционирования от внутренних и внешних факторов. Рассматриваемое производство сложных изделий требует значительных затрат труда и поэтому темпы производства в значительной степени обусловлены численностью рабочих. Решающие правила, определяющие изменение численности рабочих, в большой степени влияют на деятельность завода. Важнейшими факторами из них являются правила изменения численности рабочих и запаздывания, влияющие на эти изменения.
На вход системы «Завод» поступают заказы на продукцию, изготавливаемую данным предприятием. Эти заказы, оформленные в виде документов (информационный поток), образуют на заводе определенный уровень заказов, находящихся в оформлении.
Требования, предъявляемые предприятию на готовую продукцию, могут быть удовлетворены сразу из запасов завода или (в случае отсутствия заказываемых изделий на складе) выполнены после изготовления их производством. Выход системы – темп удовлетворения заказчиков, т.е. темп отгрузки готовой продукции с завода потребителям.
В целях исследования динамики функционирования завода на вход системы подаются специальные воздействия:
- ступенчатое (скачкообразное) воздействие (единичная функция);
- гармоническое воздействие определенной частоты (синусоидальная функция);
- плавно нарастающее воздействие (линейная функция);
- внешние помехи (шум), поступающие на вход системы (случайная функция).
Анализируя реакцию системы на эти стандартные сигналы, можно исследовать ее чувствительность, устойчивость, найти оптимальные (рациональные) значения параметров ее структуры.
Состояние системы определяется пятью переменными (рис 1.4): уровнем заказов YZAK, поступающих в систему, уровнем заказов YZAKO на отгрузку продукции из запасов, уровнем YZAKPOT заказов потребителей, изготавливаемых производством, и уровнем заказов YZAKN, находящихся в незавершенном производстве.
Поступившие заказы образуют уровень YZAK. Часть оформленных заказов представляет собой уровень заказов на отгрузку YZAKO, другая часть – уровень заказов потребителей YZAKPOT, направляемых в производство. Производство описывается запаздыванием третьего порядка. Регулирование потоков осуществляется с помощью “вентилей” (функций решения): темпов заказов, выполняемых за счет запасов RZAKZ, темпов заказов, выполняемых за счет производства
  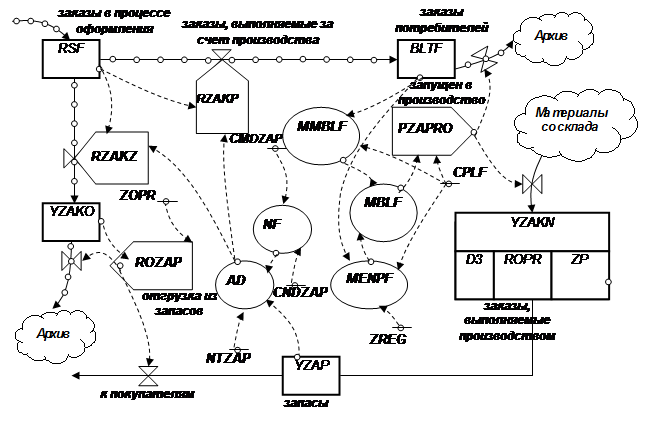 |
RZAKP, темпов заказов RZAKPRO, запускаемых в производство.
Рис. 1.4. Потоковая диаграмма системы «Завод»
С завода поток продукции ROPR поступает на склад завода и образует уровень запасов готовой продукции YZAP. Управление отгрузкой изделий покупателям осуществляется с помощью темпа отгрузки из запасов ROZAP.
Для определения части заказов, которые могут быть удовлетворены за счет запасов, вводится вспомогательная переменная AD. В зависимости от уровня запасов переменная изменяется от нуля до некоторой величины, задающей допустимое снижение запасов.
Входной темп заказов RRF содержит в себе все возможные специальные воздействия на систему.
Рассмотрим уравнения уровней, темпов и вспомогательных переменных, описывающих систему «Завод».
Уровень заказов в процессе оформления на заводе:
YZAK.K = YZAK.J + DT (RRF-RZAKZ.JK – RZAKP.JK), (1.22, L)
где RRF – темп поступления заказов на продукцию (ед./нед.); RZAKZ – темп заказов, удовлетворяемых за счет запасов на заводе (ед./нед.); RZAKP - темп заказов, удовлетворяемых за счет производства (ед./нед.).
Начальные условия для RRF:
RRF = CIN, (1.23, N)
где CIN – число поступивших заказов (ед.).
При этом начальное условие уровня заказов:
YZAK = (CIN)(ZOFZAK), (1.24, N)
где ZOFZAK – запаздывание оформления заказов на заводе (нед.).
Уровень заказов на отгрузку продукции из запасов:
YZAKO.K = YZAKO.J + DT (RZAKZ.JK – ROZAP.JK), (1.25, L)
где ROZAP – темп отгрузки продукции из запасов (ед./нед.).
Начальное значение уровня заказов на отгрузку:
YZAKO = (RZAKZ)(ZOPR), (1.26, N)
где ZOPR – величина запаздывания отгрузки продукции на заводе (нед.).
Темп отгрузки продукции из запасов на заводе:
ROZAP.KL = YZAKO / ZOPR. (1.27, R)
При этом начальное значение темпа отгрузки:
ROZAP = RZAKZ (1.28, N)
Таким образом, можно найти отношение выхода – темпа отгрузки продукции к входу – темпу поступления заказов:
SINOUT.K = ROZAP.KL / RRF.KL. (1.29, A) Уровень запасов готовой продукции на заводе:
YZAP.K = YZAP.J + DT (ROPR.JK – ROZAP.JK), (1.30, L)
где ROPR – темп отгрузки продукции на склад из производства (ед./нед.).
Начальное значение уровня запасов продукции:
YZAP = (COTZAP)(CIN), (1.31, N)
где COTZAP - коэффициент относительного запаса на заводе.
В свою очередь темп заказов, удовлетворяемых за счет запасов:
RZAKZ.KL = (AD.K)(YZAK.K / ZOFZAK), (1.32, R)
где AD – часть общего числа заказов, которая удовлетворяется за счет запасов завода.
При этом начальное значение RZAKZAP:
RZAKZ = (CIN)(CNDZAP), (1.33, N)
где CNDZAP – нормальная часть (средняя величина) заказов, удовлетворяемая за счет запасов завода.
 , (1.34, A)
, (1.34, A)
где CMDZAP – максимальная часть общего числа заказов, удовлетворяемая за счет запасов завода; NTZAP – необходимый запас на заводе, при котором обеспечивается равенство величин AD и CNDZAP (ед.); NF – константа, выбранная в зависимости от формы кривой реакции:
 . (1.35, N)
. (1.35, N)
Начальным условием для NTZAP является:
NTZAP = YZAP. (1.36, N)
Из этих уравнений видно, что при YZAP/NTZAP=0, переменная AD также равна 0, а при YZAP/NTZAP, стремящемся к бесконечности, переменная AD стремится к CMDZAP. При этом NF определяет скорость реакции переменной AD на изменение отношения YZAP/NTZAP. Значение NF определяется величинами нормальной и максимальной частей общего числа заказов, удовлетворяемых за счет запасов.
Темп заказов RZAKP, удовлетворяемых за счет производства:
RZAKP.KL = (1-AD.K)(YZAK.K / ZOFZAK). (1.37, R)
Начальные условия:
RZAKP = (1-CNDZAP)(CIN). (1.38, N)
Портфель не начатых производством заказов:
BLTF.K = BLTF.J + DT (RZAKP.JK – RZAPRO.JK), (1.39, L)
где RZAPRO – темп запуска в производство продукции по заказам потребителей (ед./нед.).
Начальные условия:
BLTF = (CIN – RZAKZ)(DNBLF), (1.40, N)
где DNBLF – запаздывание запуска заказов в производство (нед.).
В свою очередь RZAPRO вычисляется по формуле:
RZAPRO.KL = (MBLF.K) (CPLF), (1.41, R)
где MBLF – количество рабочих, изготовляющих продукцию в соответствии с профилем заказов (чел.); CPLF – производительность труда на заводе (ед./чел.-нед.).
Начальные условия:
RZAPRO = CIN-RZAKZ (1.42, N)
Объем незавершенного производства (ед.):
YZAKN.K = YZAKN.J + DT (RZAPRO.JK – ROPR.JK), (1.43, L)
где ROPR – темп выпуска продукции для пополнения запасов и отгрузки потребителям (ед./нед.).
Начальные условия:
YZAKN = (CIN – RZAKZ)(ZP), (1.44, N)
где ZP – производственное запаздывание (в общем случае время изготовления продукции на заводе) (нед.).
В свою очередь ROPR вычисляется по формуле:
ROPR.KL = DELAY3 (RZAPRO.JK,ZP), (1.45, R)
где DELAY3 – указатель на уравнение запаздывания третьего порядка.
Начальные условия:
ROPR = YZAKN / ZP (1.46, N)
Численность рабочих, изготавливающих продукцию в соответствии с профилем заказов MBLF, вычисляется по формуле (1.16,A).
Требуемое число рабочих для изготовления продукции в соответствии с уровнем заказов потребителей вычисляется по формуле (1.15,A).
Численность рабочих на заводе вычисляется по формуле:
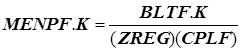 , (1.47, A)
, (1.47, A)
где ZREG – время регулирования (стабилизации) численности рабочих на заводе при изменении необходимого числа рабочих.
Рассмотрим основные варианты исследования системы «Завод»:
- исследование влияния одного заданного входного параметра на поведение системы;
- исследование поведения одной заданной переменной уровня или темпав зависимости от изменений всех или нескольких параметров модели;
- оценка чувствительности системы, т.е. нахождение зависимости выхода системы от ее входа;
- нахождение границы устойчивости системы, т.е. выделение параметров и нахождение их величины, при которых система переходит в режим автоколебаний;
- нахождение условий, при которых система ”идет в разнос“, т.е. амплитуда автоколебаний увеличивается до бесконечности;
- указание величины параметров системе для обеспечения заданного режима ее работы (например, обеспечение требуемого темпа отгрузки продукции потребителю и т.п.);
- нахождение значения параметров, при которых система имеет наименьшее время переходного процесса.








