 2015-02-14
2015-02-14 2800
2800Ножницы и пилы
Основные виды резки в прокатном производстве — поперечная, продольная, фасонная и комбинированная.
Поперечная резка применяется для резания блюмсов, слябов и заготовок; листового материала и сутунки; обрезки концов; резки труб и профильного материала (рельсов, балок и пр.).
К продольной резке относятся обрезка кромок коротких листов, длинных полос и роспуск полос на несколько частей.
Фасонная и комбинированная резка листов применяется в прокатке весьма редко; первая (фасонная) для поперечной резки сортового материала и фасонной обрезки или вырезки листов; вторая (комбинированная) для одновременной резки и правки или же резки, правки и даже промасливания, осуществляемых в одном агрегате (холодная прокатка листов и полос).
Для резки блюмсов, слябов и заготовки применяются ножницы прессового типа с параллельными ножами; для резки листов — гильотинные с наклонными ножами; для продольной резки листов — дисковые; для поперечной резки труб, рельсов, балок — пилы.
Фасонная и комбинированная резка производится на ножницах тех же типов, что и перечисленные выше, но с применением целого ряда дополнительных устройств и приспособлений (правильные ролики, промасливающие устройства и пр.).
За последние 10—15 лет в связи с развитием непрерывной прокатки для автоматической поперечной резки различного материала (листы, сорт, проволока и т. д.) широко внедрены летучие ножницы многих типов.
Таким образом основные типы оборудования для резки в прокатном производстве: прессовые ножницы с параллельными ножами, гильотинные ножницы с наклонными ножами, дисковые, летучие, фасонные, комбинированные ножницы и пилы.
НОЖНИЦЫ ПРЕССОВОГО ТИПА
Ножницы прессового типа по принципу резания делятся на три группы: 1) ножницы с верхним резом, 2) ножницы с нижним резом и 3) ножницы с боковым резом (с горизонтальным направлением резания). Первые (американского типа) просты по конструкции, но сложны в эксплоатации из-за наличия качающегося рольганга; вторые (европейского типа), — наоборот, сложны по конструкции, но проще первых в эксплоатации; третьи — сложны и по конструкции и в эксплоатации, поэтому в прокатном производстве встречаются весьма редко.
На мощность ножниц оказывает влияние сечение полосы, состав и температура металла.
Максимальное сечение полосы, прокатываемой на блюмингах, обычно равно 250 X 250 мм или 300 X 300 мм (блюмсы для рельсобалочных станов);
при прокатке слябов на блюминге максимальное сечение равно 300 X 1050 мм и на слябинге 300 X 1500 мм.
Таким образом по максимальному сечению разрезаемого материала возможны три наиболее характерных случая резки: на ножницах обыкновенных блюмингов; блюмингов, прокатывающих слябы; слябингов, прокатывающих слябы.
Примерные данные о потребной мощности ножниц приведены в табл. 55.
Т а б л и ц а 55
Давление ножниц в зависимости от материала, сечения полосы и температуры (в т)
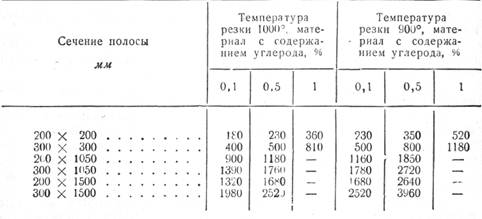
Для резки блюмсов наиболее ходовых сечений и марок стали можно остановиться на ножницах мощностью в 600—800 т; для резки слябов и блюмсов с содержанием 0,1 и 0,5% С, прокатываемых на мощных блюмингах, — на ножницах в 1500 т; для резки слябов, прокатываемых на слябинге, нужно выбирать ножницы мощностью в 2000—2500 т. Многие европейские и американские фирмы установили для слябингов ножницы мощностью в 3000 т (Места) и даже 3600 т.
Установившиеся понятия «число ходов ножа» и «число резов ножниц» — зависят: первое — от конструкции ножниц и их привода, второе— от размеров разрезаемого материала (блюмсов и слябов). Число ходов для ножниц в 700—800 т обычно принимается в пределах 18— 20, для ножниц в 1500 т— 12, а для ножниц в 3000 т — 6—8. Число резов при этом будет конечно меньше, так как в условиях порезки материала трудно осуществить рез на каждый ход ножа.
Большинство ножниц американских конструкций закрытого типа, европейские — открытого типа. У первых — ножи со стороны привода закрыты, у вторых — открыты, что облегчает наблюдение за работой ножниц и смену ножей.
Пользуясь материалом комиссии по стандартам Гипромеза и данными практики машиностроительных заводов НКМЗ и Уралмаша, приведем описание ножниц новейших конструкций, сконструированных НКМЗ и имеющих мощности, близкие к указанным выше.
- Ножницы прессового типа с верхним резом
Ножницы прессового типа с верхним резом имеют электрические, гидравлические и парогидравлические приводы. Первые применяются в западноевропейских и советских ножницах, вторые и третьи — в американских ножницах большой мощности.
Ножницы с электрическим приводом имеют кривошипно-шатунную передачу, причем некоторые из них (700-т) имеют маховики, а другие (2000 и 1500-т) маховиков не имеют.
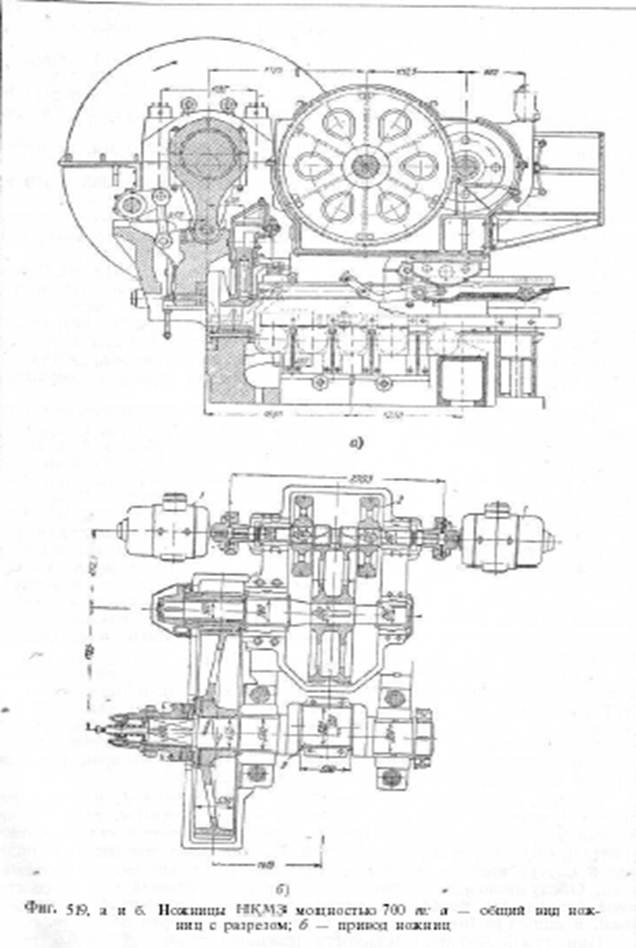
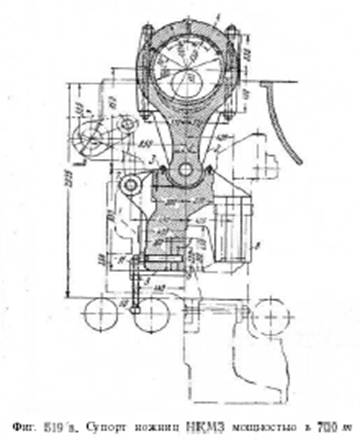
а) Ножницы мощностью в 700 т, выпускаемые НКМЗ, показаны [172] на фиг. 519, а, б, в. Раствор ножей, соответствующий максимальному сечению заготовки, 260 мм/ход ножей (раствор и перекрытие) 270 мм, длина ножей 600 мм; число ходов в минуту 20, число резов 18.
При сечении материала от 100X100 мм до 200X200 мм, температуре резки 800—900° и временном сопротивлении разрыву в холодном состоянии, равном 80 кг/мм2, давление ножниц достигает 385 - 510 т, при этом количество резов равно 14 -19.
Особенностью ножниц является полная механизация всех вспомогательных операций и полная автоматизация управления отдельными резами, форштосом и вспомогательными устройствами.
Ножницы работают от двух электромоторов 1 (фиг. 519, б). Через зубчатую 2 и кривошипно-шатунную передачи вращение сообщается коленчатому валу 3. Ножницы снабжены маховиком и включаются кулачковой муфтой. Мощность каждого электромотора 95 кет, число оборотов в минуту 910. Ножницы снабжены толкателем для коротких болванок и обрезков, зажимом для болванки, автоматически действующим в период реза, и пружинной балансировкой супорта верхнего ножа.
Супорт верхнего ножа (фиг. 519, в) получает поступательное движение вверх и вниз от эксцентрикового вала при помощи шатуна 4. В нижней части супорта в гнезде устанавливается обойма 5, в которой монтируется нож 6. Кромки ножей выполнены по американскому способу и имеют прямоугольное поперечное сечение, что дает возможность использовать при резании все четыре кромки ножей. Посредине супорт имеет ушко 7, при помощи которого подвешиваются к рычагам балансиры. По краям расположены щеки 8, служащие для направления траверсы. По бокам нижней части супорта (за ножом) имеются лапы 9, сквозь отверстия которых проходят нажимные болты 10, приводящие в движение качающийся стол. Регулировка последнего, в соответствии с сечением болванки, достигается нажимными болтами 10 и гайками 11. Для редуктора ножниц применяется жидкая смазка, для движущихся частей (вкладыши коленчатого вала, прижим супорта и лапы прижима) — густая.
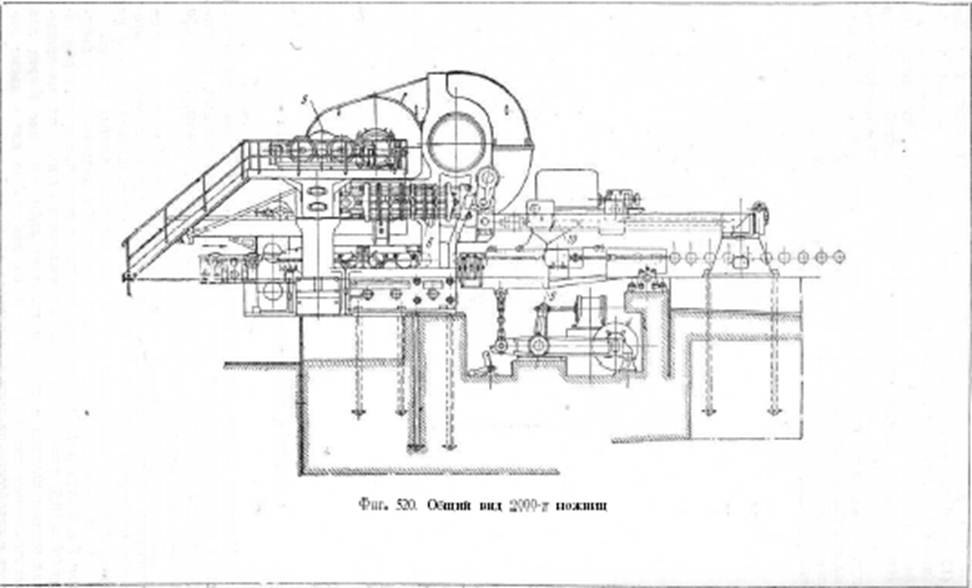
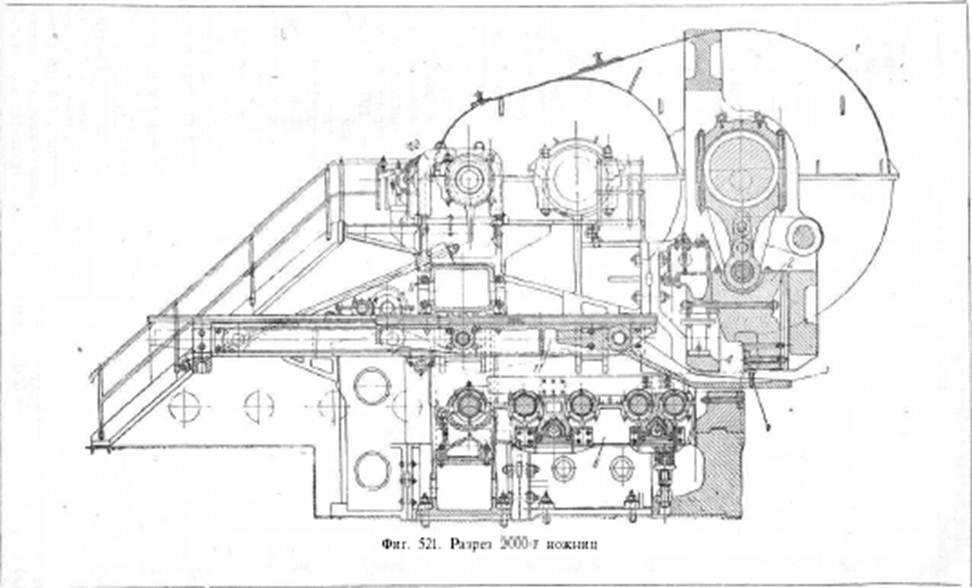
б) Ножницы НКМЗ' мощностью в 2000 т предназначены для резки слябов сечением от 75X600 до 200X1500 мм. Как и 700-т, они имеют верхний рез и кривошипно-шатунный механизм, но работают без маховика от электропривода, состоящего из трех редукторов и четырех электромоторов. Вместо отсутствующей в приводе муфты включения порез осуществляется включением основных моторов привода, которые после окончания реза выключаются.
Главные части ножниц (фиг. 520 и 521): корпус 1, рабочий механизм -2, несущий ножи 3 и связанный с ним прижим 4, привод с четырьмя электромоторами 5, механизм для уравновешивания б, выталкиватель обрезков и коротких слябов 7 с приводом, качающийся рольганг 8 внутри ножниц, масляная установка (не показаны на чертеже) и др. Обслуживающие механизмы ножниц: подъемный стол 9 со стороны отводящего рольганга, форштос 10, расположенный за ножницами, и конвейер (не показан на чертеже) для уборки обрезков.
При столь большой мощности ножницы делают 4,92—8,6 резов минуту, что превосходит число резов у ножниц мощностью в 1000 г, установленных на Макеевском заводе [3].
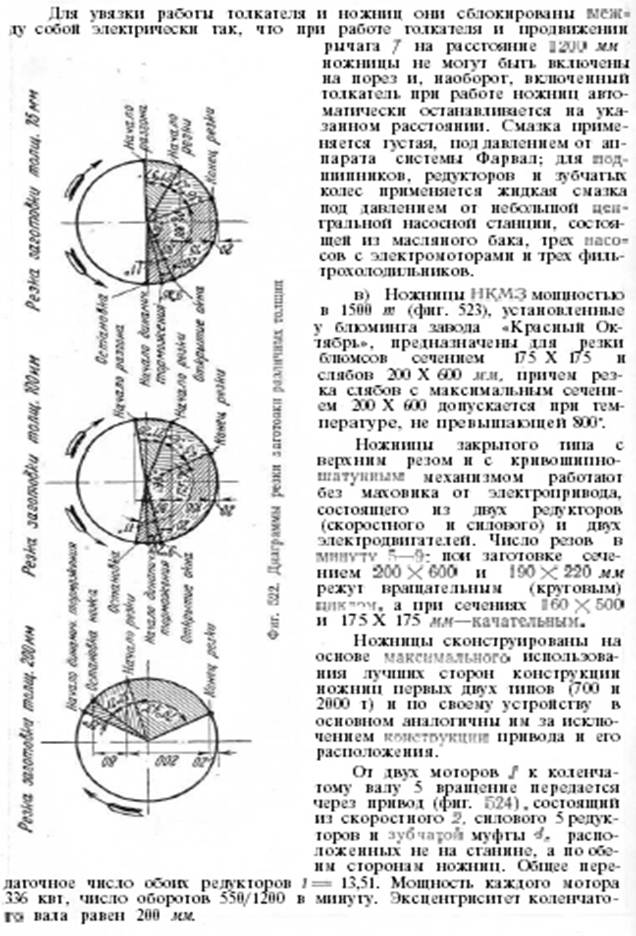
Это достигнуто благодаря применению для толстых слябов (130—200 мм) резки полным (круговым) циклом, а для тонких (ниже 130 мм) при помощи качательного движения эксцентрикового вала (неполный цикл) в нижних двух квадрантах диаграммы (см. ниже, фиг. 522), что значительно сокращает холостой пробег ножа.
Со стороны подачи металла на супорте имеется приспособление для прижатия заготовки во время реза к нижней ножевой обойме; максимальное давление прижима около 54 т. Величина рабочего давления прижима регулируется дроссельным клапаном путем увеличения или уменьшения щели для протекания масла.
Механизм 6 (фиг. 520), служащий для балансировки супорта, состоит из пружинного коллектора и вала с тремя рычагами, из которых два соединяются при помощи сережки с бугелями, третий при помощи траверсы с пружинным коллектором.
Для сильно нагруженных деталей ножниц (цапфы валов) полное прижатие заготовки к нижней опоре наступает раньше, чем на заготовку опускается нож. Приспособление работает автоматически и не требует регулировки скобы при резании заготовок разных сечений.
Выталкиватель обрезков имеет каретку / / с подымающимся рычагом 7 и редуктор 12, приводящий каретку в движение от электромотора (N=16,5, л =1100 об/мин). В зависимости от направления вращения мотора каретка с рычагом получает либо движение вперед для проталкивания обрезков сляба за ножи, либо назад для подъема рычага и освобождения пути для прохода следующей заготовки.
Охлаждение ножниц и их вспомогательных механизмов производится от двух магистралей, из которых первая обслуживает форштос, маслохолодильник и главную ось, вторая — нижний и верхний ножи, супорт, рольганг ножниц, толкатель, цепной транспортер и т. д. Первая магистраль действует непрерывно, вторая такжевключена на постоянную работу, но в отдельных случаях при прокатке качественных сталей может выключаться на известные интервалы. Смазка этих ножниц, как и описанных выше, применяется жидкая и густая.
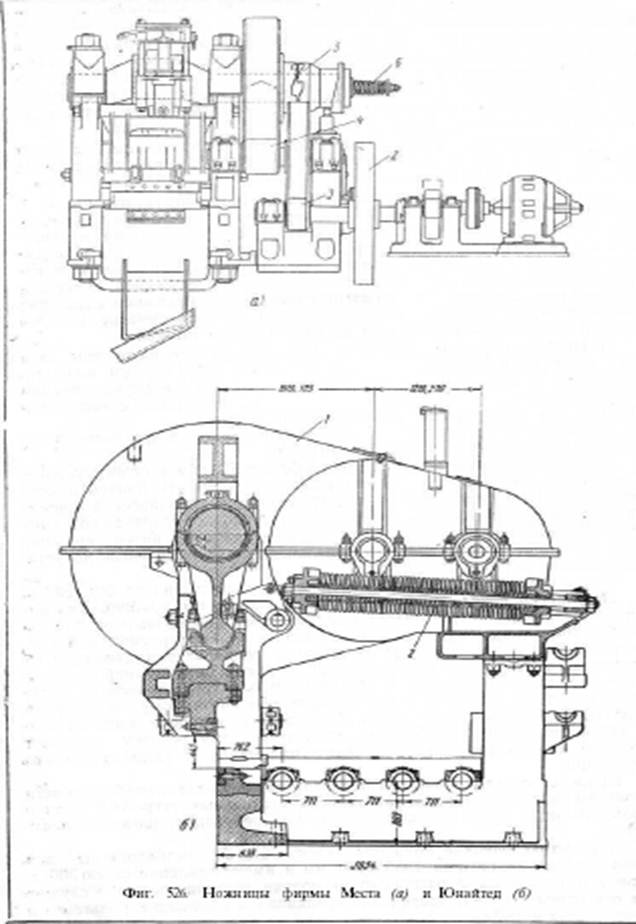
г) Ножницы фирмы Места (фиг. 526, а) предназначены для резки блюмсов качественной стали сечением до 250 X 250 мм; давление их 800 т, число ходов в минуту 12,3.
Ножницы работают от электропривода, состоящего из мотора 1 мощностью в 150 л. с., маховика 2, скоростного 3 и тягового 4 редуктора. Маховик связан с эксцентриковым валом, приводящим в действие салазки верхнего ножа. Эксцентриковый вал включается в действиелишь в период реза при помощи кулачной муфты 5, одна половина которой связана с приводной шестерней, свободно насаженной на эксцентриковый вал, другая — насажена на главный вал. Взаимное сцеплениеполовинок муфт осуществляется пружиной 6, разъединение которойпроизводится автоматически при помощи особого штыря.
д) Ножницы фирмы Юнайтед (фиг. 526, б) предназначены для резки блюмсов и слябов, мощность их около 1000 т. Эти ножницы приводятся в движение от мотора через редуктор 1 с двумя парами шестерен и маховик. Салазки верхнего ножа, связанные с эксцентриковым валом, уравновешиваются пружинами 2.
Включение и выключение ножниц осуществляется при помощи кулачковой муфты (не показана на чертеже).
Для порезки более толстых слябов фирма Юнайтед сконструировала несколько типов более мощных ножниц (до 3600 г), причем вместо электрического в некоторых из них применила гидравлический привод, а в некоторых — парогидравлический. Эти приводы предохраняют ножницы от чрезмерных нагрузок, возникающих при резке весьма крупной, иногда остывшей заготовки. При увеличении нагрузки выше допустимой ножницы останавливаются.
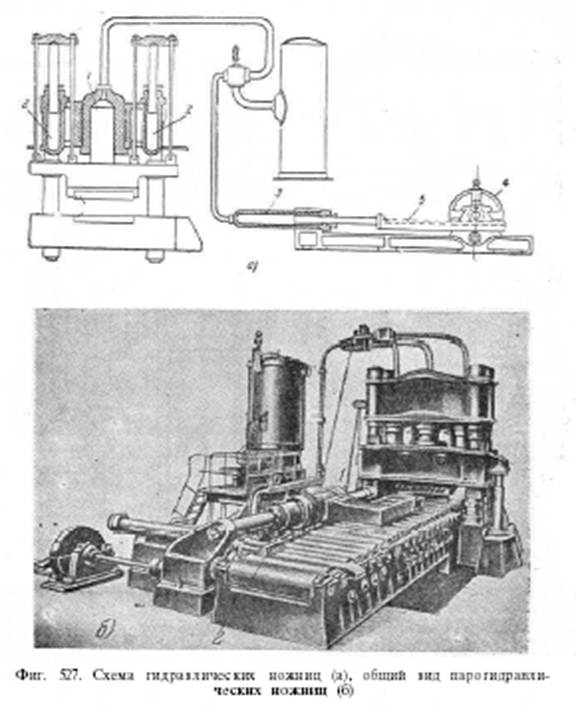
Схема гидравлического устройства ножниц показана на фиг. 527, а.
Плунжер рабочего цилиндра / связан с супортом ножниц. Два цилиндра 2, также жестко связанные с супортом, предназначены для обратного хода (подъема) ножа. Отдельно от ножниц расположен гидравлический цилиндр 3, плунжер которого приводится в движение от электродвигателя 4, при помощи рейки 5. Таким образом рабочее давление цилиндров 2 ножниц под действием электродвигателя 4 передается рабочему цилиндру /, непосредственно связанному с суппортом верхнего ножа. Электродвигатель 4 включается в работу лишь во время резки, после чего благодаря автоматическому реверсу получает обратный ход до занятия плунжерами цилиндров 2 первоначального положения.
Недостаток гидравлической передачи заключается в необходимости установки аккумуляторов и других вспомогательных устройств, хотя и оправдывающих себя в эксплоатации, но требующих дополнительных затрат.
Парогидравлические ножницы (фиг. 527, б) предназначены для резки слябов сечением до 1350X400 мм и имеют давление около 300 т. Упор 1 и толкатель 2 расположены позади ножниц; первый служит для остановки полосы, второй для сталкивания обрезков с рольганга в специальную коробку.
е) Двухсторонние ножницы фирмы Вагнер (фиг. 528) с числом ходов около 30 в минуту применяются для порезки холодного материала небольших сечений. Они приводятся в движение от электромотора через общий для обоих супортов редуктор. Уравновешивание — грузовое при помощи рычагов, тяг и грузов, размещенных ниже уровня заводского пола.








