 2015-02-14
2015-02-14 3045
3045После выполнения расчета настройки кинематических цепей необходимо осуществить наладку станка на обработку заданного зубчатого колеса.
Наладка станка сводится к следующим операциям:
– установка и крепление инструмента;
– установка изделия и его крепление;
– выверка изделия;
– наладка полуавтомата для долбления c отводом инструмента под углом;
– наладка цепи обкатки и деления;
– установка числа двойных ходов инструмента;
– установка круговой подачи;
– установка величины радиальной подачи;
– установка общей величины врезания ипо проходам;
– установка величины хода шпинделя инструмента;
– установка положения инструмента относительно изделия;
– установка межосевого расстояния;
– установка реверса цепи обкатки и деления;
– установка механизмов полуавтомата в исходное положение.
Оправка инструмента подгоняется по конусному отверстию шпинделя таким образом, чтобы при вводе вотверстие зазор между торцом оправки ишпинделем составлял 0,07 – 0,1 мм. При креплении оправки винтами этот зазор должен быть выбран. Обрабатываемое изделие устанавливают на полуавтомате в специальном зажимном приспособлении. Зажимное приспособление центрируется в отверстии шпинделя изделия икрепится к нему винтами. Крепление изделия может производиться вручную или с помощью гидропатрона.
Для выверки изделия на полуавтомате предусмотрено быстрое вращение шпинделя изделия. При включении ускоренного вращения колеса гитары обкатки и деленияразмыкаются. Это позволяет отключить не участвующую в цепи ускоренного вращения часть кинематики станка.
При нормальной наладке полуавтомата инструмент во время холостого хода отводится по линии, соединяющей оси центров изделия и инструмента. В большинстве случаев это удовлетворяет требованиям, предъявляемым к зубодолблению, однако в некоторых случаях, особенно при нарезке зубчатых колес и при работе с увеличенными круговыми додачами, долбяк при холостом ходе своей кромкой трет по боковой поверхности зуба изделия. Во избежание этого явления стойку с суппортом полуавтомата можно сместить на расстояние до 20 мм вправо или влево в направлении, перпендикулярном оси, проходящей через центр изделия и инструмента. В результате этого смещения долбяк прихолостом ходе движется под углом к боковой поверхности нарезаемого зуба. Величина смещения зависит от многих факторов, из которых самыми важными являются межосевое расстояние между осью изделия иинструмента, высота нарезаемого зуба и величина круговой подачи, и может быть определена математически. На практике это смещение определяется с помощью пробных проходов, т.е. величина смещения увеличивается после очередного прохода до тех пор, пока на любой избоковых поверхностей зуба изделия не исчезнут следы трения («затирания») долбяка во время его холостого хода.
Для наладки цепи обкатки и деления устанавливают зубчатые колеса а, б, с, d (и, если идет обработка колеса внутреннего зацепления, то колесо  ), выбранные, согласно приложению 1, и имеющиеся в комплекте станка.
), выбранные, согласно приложению 1, и имеющиеся в комплекте станка.
Для наладки рассчитанных двойных ходов инструмента на пульте управления переключателем устанавливаем необходимые обороты электродвигателя и одеваем клиновой ремень на сменные шкивы диаметром 90 или 180 мм и ведомый ступенчатый шкив (диаметр 390 и420 мм). Межосевое расстояние клиноременной передачи изменяют путем перемещения салазок с электродвигателем.
Для наладки круговой подачи к станку придается комплект шестерен e, f, g, h, которые выбираются, согласно полученным значениям шестерен для гитары круговых подач. Значения e, f, g, h следующие:
| e | g | |||||||
| f | h |
Установка значений радиальной подачи общейвеличины врeзания ипо проходам осуществляется упорами и переключателями,расположенными на прокладке. Устанавливаемая величина врезания является ориентировочной и при необходимости более точной настройкой может быть проконтролирована по индикатору, который устанавливается на столе.
Величина хода шпинделя инструмента определяется по табл. 6 идолжна быть не меньше величины, определяемой по формуле (здесь a – величина недобега и перебега инструмента относительно заготовки, мм)
 , , | (40) |
где R – эксцентриситет установки кривошипного пальца приводного вала; B – ширина заготовки, мм.
Величину R настраивают перемещением кривошипного пальца по кривошипу.
| Таблица 7 | |||||||||
| B, мм | |||||||||
| R, мм | 20,3 | 17,5 | |||||||
| a, мм | 3,5 | 2,8 | 2,5 | 2,5 | 1,5 |
Положение инструмента в вертикальной плоскости относительно торца заготовки устанавливают на величину a (см.табл.6). Эту операцию необходимо производить после установки хода шпинделя инструмента на необходимую величину.
Для установки межосевого расстояния между инструментом и изделием необходимо подвести стол с заготовкой в зону обработки, а заготовку до касания ее наружного диаметра с наружным диаметром инструмента, вывести инструмент в верхнее положение, набрать по лимбу необходимую глубину врезания, поставить переключатель в положение «Реверс». Ползушка врезания при этом займет исходное положениеи отодвинет стол с заготовкой на величину врезания. При правильной настройке межосевого расстояния и величины врезания между инструментом и заготовкой должен быть небольшой зазор 0,2–0,5 мм.
Реверсирование цепи деления применяется на полуавтомате для более равномерного износа звеньев цепи обкатки и деления, а также повышения стойкости инструмента. При нулевом смещении стойки изделие может быть обработано с произвольным направлением вращения цепи обкатки и деления. Рукоятка реверса при отводе стойки под углом должна занимать одно из двух крайних положений и во время работы полуавтомата между переточками инструмента желательно производить переключение реверса. Это повысит стойкость инструмента за счет более равномерного двустороннего износа.
В случае, если полуавтомат настроен для работы с отводом под углом, рукоятка реверса цепи обкатки и деления устанавливается таким образом, чтобы обеспечить требуемое направление вращения в зависимости от направления смещения стойки (рис. 12).
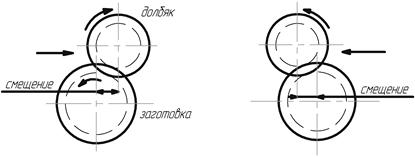
Рис. 12. Направление вращения в зависимости от направления смещения стойки
Исходное положение механизмов полуавтомата контролируется
световым сигналом лампочки.

