 2015-02-14
2015-02-14 999
999Трубопрокатные станы, не получившие еще такого детального деления, как сортовые или листовые, все же могут быть разбиты на следующие труппы [14]: прошивные станы (косой вальцовки, с дисковыми, с грибовидными валками, прессы), работающие на слитках и блюмсах круглого и квадратного сечений; раскатные станы (пильгерные, автоматические, непрерывные, протяжные и др.), выполняющие вторую и вместе с тем основную операцию прокатки, и, наконец, отделочные станы (калибровочные, полировочные и др.), завершающие последний этап прокатки и выпускающие готовую продукцию.
Редукционное станы, служащие для уменьшения диаметров труби толщин стенок, необходимо выделить в особую группу.
Конструктивные особенности прошивных и главным образом раскатных станов, а также некоторое различие в технологическом процессе привели к разграничению прокатки труб по различным способам (табл. 6).
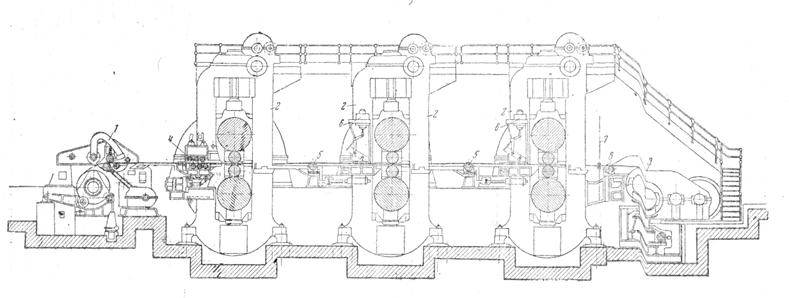
Фиг. 38. Схема непрерывного стана холодной прокатки типа Тандем: 1 — электромагнитный разматыватель бунтов с тремя подающе-правильными роликами; 2 — рабочие клети кварто; 3 — натяжная моталка с подъемным столом для приема бунтов; 4- автоматическая входная проводка; 5 — ролики тензиометров (электрических регуляторов натяжения полосы); 6- прижимы; 7-ось летучего микрометра; 8 — опорный (направляющий) ролик








