 2015-02-14
2015-02-14 761
761Производства труб по способу Маннесмана является наиболее распространенным. По этому способу предварительно прошивается отверстие на стане косой вальцовки, затем заготовка (гильза) раскатывается в трубу с более тонкими, чем у заготовки, стенками.
В современную маннесмановскую установку входят: прошивной стан; две клети пильгерного (раскатного) стана; две дисковые пилы; оборудование, обслуживающее нагревательную печь перед станом; загрузочный аппарат и кантовальные машины; оборудование, обслуживающее нагревательную калибровочную печь; калибровочный стан; эгализатор (правильный стан); оборудование для холодной отделки; вспомогательное и транспортное оборудование (рольганги, стеллажи, тележки, гидравлические толкатели и пр.).
Расположение оборудования установки Маннесман — пильгерстан показано на фиг. 39.
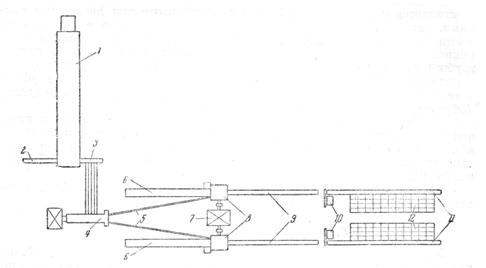
Фиг. 39. Схема трубопрокатной установки Маннесмана: 1— нагревательная печь; 2 — выталкиватель; 3 — опрокидывающий жолоб; 4 — прошивной стан; 5 —транспортные рольганги; 6 —подающие аппараты; 7—мотор пильгерных станов; 8 — рабочие клети; 9 — отводящие желоба; 10 — пилы; 11 — рольганги; 12 — стеллажи
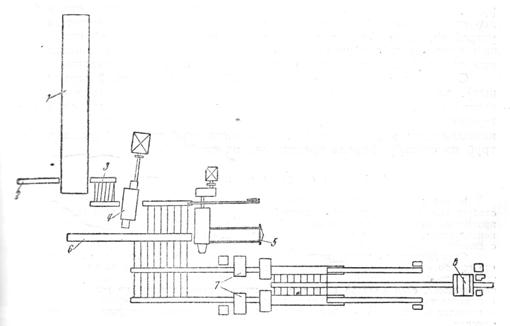
Фиг. 40. Схема расположения трубопрокатного стана Штифеля: 1 — печь; 2 — выталкиватель; 3 — опрокидывающий жолоб; 4 — прошивной стан; 5 — автоматический стан; 6 – толкатель; 7 – риллинг – машина; 8 – калибровочный стан








