 2015-02-14
2015-02-14 632
632С развитием отделочных сортовых станов в сортовом производстве последние были разбиты по группам на: крупносортные, работающие на слитках или блюмах с квадратным сечением 150—300 мм; средне-сортные, работающие на заготовке с квадратным сечением 100 — 150 мм, и мелкосортные, работающие на квадратной заготовке 45— 100 мм.
Балочные и рельсобалочные станы крупных размеров в последнее время специализированы [11] и составляют особую группу (табл. 4).
Наиболее характерными из современных сортовых отделочных станов являются мелкосортные станы — шахматные, кросс-коунтри, полунепрерывные, непрерывные.
Типичным представителем этой группы является проволочный непрерывный стан 250 мм, приведенный на фиг. 37.
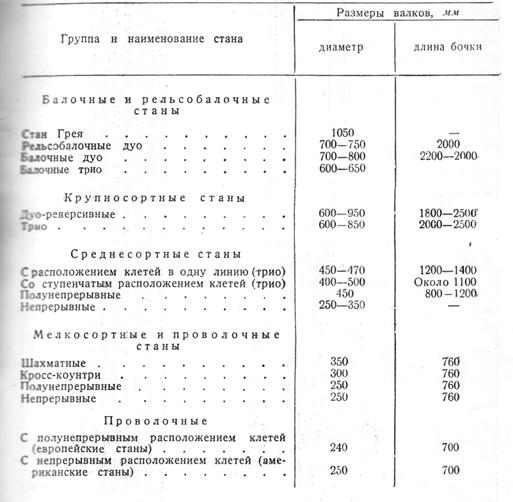
Таблица 4. Распределение сортовых станов по группам
На этом, как и на остальных мелкосортных станах, основное и вспомогательное оборудование можно расчленить следующим образом: 1) оборудование, обслуживающее печь Моргана и склады, 2) основное оборудование стана, 3) вспомогательное оборудование стана, 4) адъюстажное оборудование и 5) оборудование для уборки готовой продукции.
Весьма важными механизмами обслуживания печей являются толкатели различных типов. Направление полосы и ее передача осуществляются трайбаппаратами.
Как печное оборудование, так и оборудование черновой группы стана (он состоит из двух групп) в основном: одинаковы почти у всех перечисленных выше мелкосортных станов.
Особенностью стана является наличие отделочной части, где в прополочном стане установлены мотовилы с конвейером для уборки бунтов, а в других станах для более крупных сечений материала — стел-лажи.
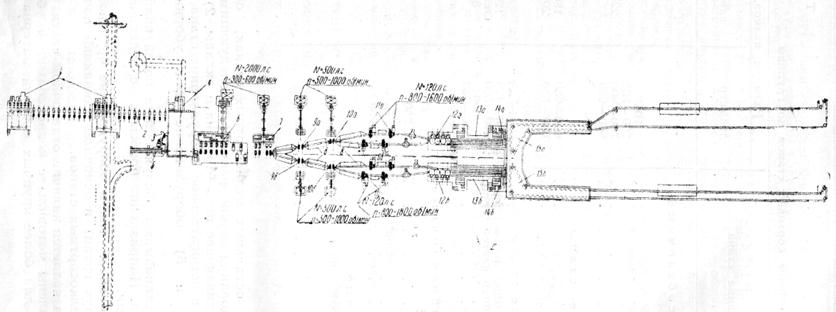
Фиг. 37. Расположение непрерывного проволочного стана 250 мм: 1 — стеллажи для заготовки; 2 — подводящий рольганг; 3 — печь Моргана; 4 —толкатель у печи Моргана; 5 — проталкиватель; 6 — первая (черновая) непрерывная группа из шести клетей, с общим редуктором и мотором в 2000 л. с.; 7 — вторая непрерывная группа из четырех клетей с общим редуктором и мотором в 2000 л. с.; 8 — петлеобразователи; 9, а и б -третья непрерывная группа из двух клетей каждая с общим редуктором и мотором в 500 л. с.; 10, а и б — четвертая непрерывная группа из двух клетей каждая с общим редуктором и мотором в 500 л. с.; 11, а, б, в, г — пятая непрерывная группа с двумя клетями (каждая), причем перед каждой клетью, имеющей самостоятельный мотор мощностью в 120 л. с,, установлены вертикальные валки; 12, а и б — моталка для проволоки; 13, а и б — транспортеры для подачи проволоки; 14, а и б — загрузочные устройства перед конвейерами; 15, а и б — конвейеры для уборки бунтов
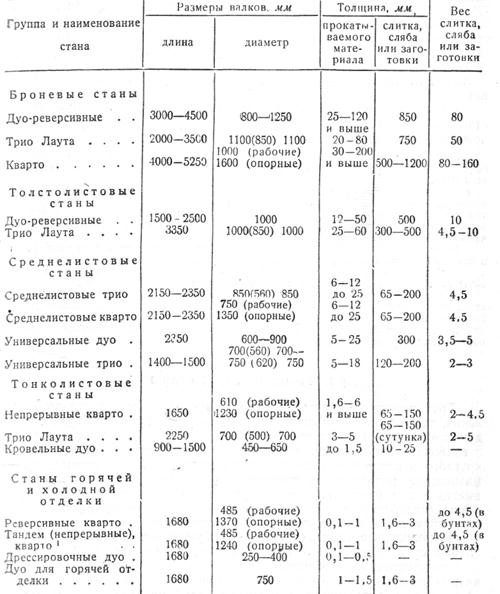
Таблица 5. Распределение листовых станов по группам








