 2015-02-14
2015-02-14 1249
1249В последнее десятилетие нашли широкое применение в горячей и холодной прокатке реверсивные и непрерывные (тандем) станы с клетями системы кварто. Весьма близок к ним по конструкции стан системы Штеккеля, также имеющий клеть типа кварто, привод которой осуществляется не через рабочие валки, а через натяжные барабаны. Эта особенность стана Штеккеля обеспечивает более высокое качество прокатываемых на нем листов, чем на реверсивных и непрерывных станах.
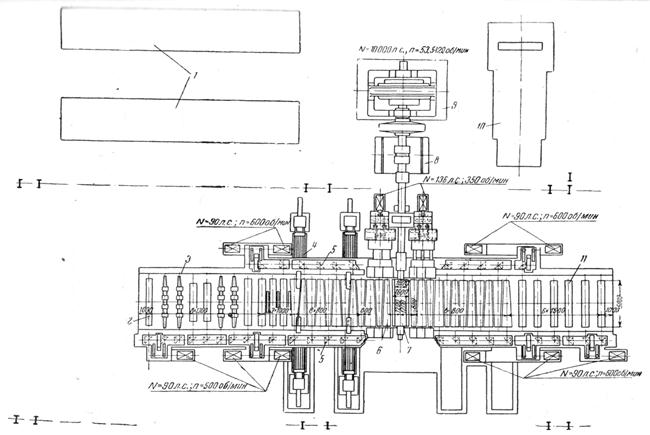
Фиг. 47. Схема расположения толстолистового стана для прокатки широких плит: 1— печи; 2 — подводящий рольганг; 3 — кантователь слитков для переворачивания их на 180°; 4 — манипулятор; 5 — рольганги с коническими роликами, применяемые для поворота слитка в горизонтальной плоскости на 90°; 6 – ролики рабочего рольганга, примыкающие к рабочей клети; 7 - рабочая клеть кварто; 8 – шестеренная клеть; 9 – мотор; 10 – установка Ильгнера; 11 – отводящий рольганг
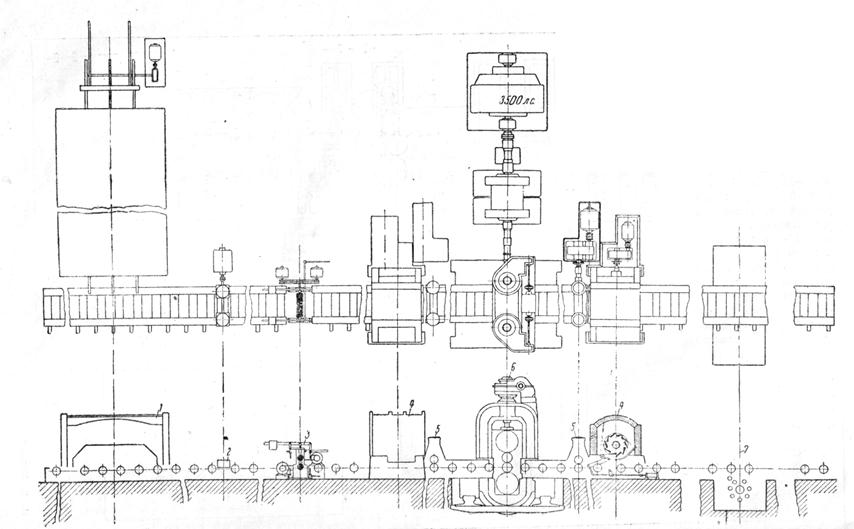
Фиг. 48. Схема расположения стана Штеккеля для прокатки горячих полос; 1 — печь для слябов (заготовок); 2 — обжимные ролики; 3 — устройства для механической и гидравлической очистки от окалины; 4 — печи с рабочими барабанами для намотки полосы; 5 — пинч-ролики (тянущие ролики); 6 — рабочая клеть кварто; 7 — намоточный барабан
Обычно принято считать, что стан Штеккеля может применяться только для холодной прокатки листов, хотя в американской практике есть случаи применения стана Штеккеля для горячей прокатки (фиг. 48). Из схемы видно, что нагретый в печи сляб, пройдя через эджеры, рольгангом подается в гидравлическую установку для очистки полосы от окалины, затем поступает в печь, расположенную с передней стороны стана; пройдя через первые пинч-ролики, полоса задается в стан, а по выходе из стана (с задней стороны) снова попадает во вторые пинч-ролики и в печь с намоточными барабанами. Благодаря натяжению от барабанов и систематическому выравниванию температуры охлаждаемой полосы материал можно раскатывать до весьма малых толщин.
При такой схеме стана рабочие валки клети снабжены приводом с мотором мощностью в 3500 л. с.
Несмотря на преимущества стана, предложенного фирмой Колд Метал Процесс, последний пока что не нашел еще применения в нашей промышленности ни для холодной, ни для горячей прокатки.
Применение шестивалковых станов (фиг. 49, а) не является в настоящее время новинкой. Эти станы давно уже внедрены в нашу промышленность. Новшеством можно считать сконструированный по такому же принципу в отношении расположения валков двенадцативалковый стан (фиг. 49, б) с дополнительными шестью опорными валками и двадцативалковый стан Штеккеля или Рона [22] (фиг. 49, в), имеющий третий ряд опорных валков и применяемый для прокатки весьма тонких листов.
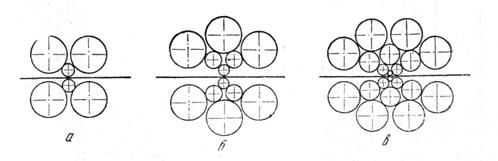
Фиг. 49. Схематическое устройство новейших типов станов холодной прокатки: а — шестивалкового; б — двенадцативалкового; в — двадцативалкового (стан Рона)
Еще более интересна конструкция стана системы Краузе [23], предназначенного для холодной прокатки листов (а также труб). Принцип устройства этого стана (раската на конус) имеет много сходного с принципом устройства стана типа Рокрайт для холодной прокатки труб (прокатка на конической насадке), описываемого ниже.
Отличительной особенностью стана Краузе является возможность получения за один пропуск многократной вытяжки, равной для хромистой стали-8, для нержавеющей - 10, для малоуглеродистой – 16 и превосходящей в несколько раз максимальные вытяжки, достигнутые на других станах, чем опровергается вредная теория о пределе пластичности материала, якобы допускающего даже при горячей прокатке не более двукратной вытяжки.
Для стана Краузе приведенные обжатия тоже не являются идеальными, они зависят от конструкции станины (ее прочности) и мощности мотора, но не от условий захвата, как на обычных прокатных станах.
На стане Краузе, установленном на заводе Иствуд, прокатываются стальные полосы толщиной 3—9,5 мм, шириной 100—300 мм, длиной 6000 мм в ленты различной толщины, давая при этом весьма точную прокатку.
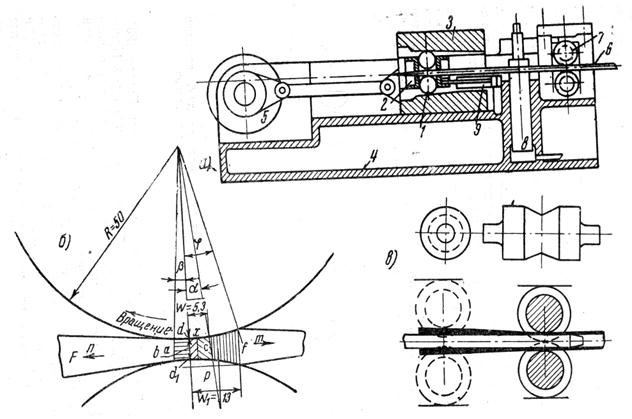
Прокатка на этом стане (фиг. 50, а) осуществляется двумя рабочими валками 1, заключенными в обойму 2. Станина 3, перемещающаяся вперед и назад по фундаментной плите 4, приводится в движение от мотора через кривошипно-шатунную передачу 5. Периодическое продвижение полос 6 вперед, в щель между валками 1, осуществляется подающими роликами 7. После очередной подачи гидравлический захват 8 зажимает полосу и станина 3 начинает двигаться влево, перемещая валки 1 по полосе. Благодаря наличию внутренних симметрично-наклонных опорных поверхностей станины 3 валки при ее движении влево приближаются друг к другу, обжимая при этом определенный участок полосы. При движении станины вправо (обратный ход) валки, накатываясь на полосу, обжатия не производят.
Лишь после этого зажим 8 раскрывается, происходит очередное продвижение полосы подающими роликами вперед, и начинается второй цикл прокатки. В случае отсутствия металла в щели между валками обойма 2 удерживается справа (исходное положение) при помощи пневматического цилиндра 9, а валки 1 — уравновешивающими (распирающими) пружинами, прикрепленными к подшипникам шеек валков, прижимаются к наклонным плоскостям станины 3.
Конструктивные особенности стана Краузе и сущность процесса прокатки на нем по сравнению с прокаткой на других станах ставят его в весьма выгодное положение в отношении расхода энергии, что объясняется отсутствием на стане Краузе потерь на скольжение, неизбежных на обыкновенных станах.
Фиг. 50. Стан холодной прокатки системы Краузе:
а — схема устройства стана Краузе для холодной прокатки лент: 1 — рабочие валки; 2 — обойма; 3—станина; 4 — фундаментная плита; 5 — кривошипно-шатунная передача; 6 — прокатываемая полоса; 7 — подающие ролики: 8 — гидравлический захват; 9 — пневматический цилиндр;
б — смещение металла при прокатке на стане Краузе; угол захвата  = 4°5', угол захвата
= 4°5', угол захвата  15°, максимальный угол захвата при обычной прокатке
15°, максимальный угол захвата при обычной прокатке  = 6°; х- критическое сечение при обычной прокатке; в — схема прокатки труб по способу Краузе
= 6°; х- критическое сечение при обычной прокатке; в — схема прокатки труб по способу Краузе
Преимуществами стана Краузе перед обыкновенными станами являются: отсутствие скольжения, незначительное уширение, меньшее сопротивление деформации и, наконец, то обстоятельство, что угол захвата валков может быть во много раз больше угла трения между валками и полосой. Все это объясняется условиями процесса деформации, имеющими место на данном стане (фиг. 50, б).
В отличие от процесса прокатки, протекающего в зоне дуги захвата обычных станов, на стане Краузе вся часть полосы, соприкасающаяся с валками, оказывается к только сжатой, но и растянутой. От а до с металл протягивается сквозь щель между валками; от с до f металл перемещается по направлению стрелки m под действием тянущих и сжимающих сил.
На стане Краузе можно также прокатывать трубы, причем нет необходимости иметь сужающие ручьи, как в пильгерстане или стане Рокрайт. Валки обычно делаются малого диаметра с концентрическими ручьями, образующими открытый широкий калибр (фиг. 50, в). Прокатка ведется, как и на стане Рокрайт (см. ниже), на оправке. Благодаря возможности прокатывать на этом стане одновременно трубы различных размеров имеются широкие перспективы для дальнейшего внедрения его в промышленность.








