 2015-02-14
2015-02-14 2022
2022Современное бандажепрокатное производство по основным операциям технологического процесса и обслуживающему оборудованию имеет большое сходство с колесопрокатным за исключением количества применяемых в каждом из этих производств станов и особенностей их устройства.
Если большинство колесопрокатных установок (табл. 7) имеет один прокатный стан, то бандажепрокатные имеют один или два стана, причем в более совершенных производствах обычно, имеется два стана.
В табл. 8 указаны главнейшие стадии технологического процесса производства бандажей и наименование основного оборудования.
Из табл. 8 видно, что производство бандажей на заводах европейских фирм является менее совершенным, чем производство на заводах англо-американских фирм (Деви — Юнайтед, Болдвин, табл. 8) и заводах СССР, не считая реконструированных установок. Последние три схемы относятся к бандажепрокатным установкам СССР (Таганрогский, Луганский, Днепродзержинск и Кулебакский заводы) [18]. Эти установки устарели и мало производительны. Наличие на Таганрогском заводе пресса, а на Кулебакском двух прокатных станов делает их несколько более совершенными.
Остальные четыре схемы (помещенные в табл. 8 слева) относятся к современным бандажепрокатным производствам и за исключением первой (европейский завод 1), с одной стороны, не имеют промежуточного нагрева, с другой — предусматривают прокатку на двух станах, черновом и чистовом, что является признаком и более совершенного и более мощного бандажного производства.
Наиболее совершенным из них является стан фирмы Деви-Юнайтед, установленный на заводе СССР. Этот стан одновременно ведет раскатку бандажной заготовки (главные валки) и обжатие боковых кромок (калибровку) на эджерных валках, из которых нижний получает привод от главного мотора, а верхний — неприводной.
Мощность главного мотора стана 1200л. с.; имеется установка Леонардо. Нажимное усилие вертикального валка 120 т верхнего эджерного валка 115г. Скорость вращения рабочего валка 0,41- 0,82 об/мин. Перемещение нажимных устройств—гидравлическое.
Устройство стана [20] показано на фиг. 45.
Наряду с рассмотренными чистовыми станами большой интерес представляет предложенный европейской фирмой 2 стан американского типа с эджерными валками и с прокаткой в открытых калибрах (фиг 46). Имея сходство с черновым станом Деви, у стана европейской фирмы 2 профилирующий валок благодаря особому устройству изменяет свой наклон.
Чистовые бандажепрокатные станы почти во всех установках являются однотипными (горизонтальной прокатки), черновые бывают с горизонтальным положением осей валков, а также с вертикальным; последние иногда снабжаются эджерными валками для выкатки боковых поверхностей бандажа.
Для станов европейских заводов 1 и 2 характерно сосредоточение в одном агрегате черновой и чистовой прокатки бандажа, с применением для этого двойных калибров, что значительно понижает производительность установки [19].
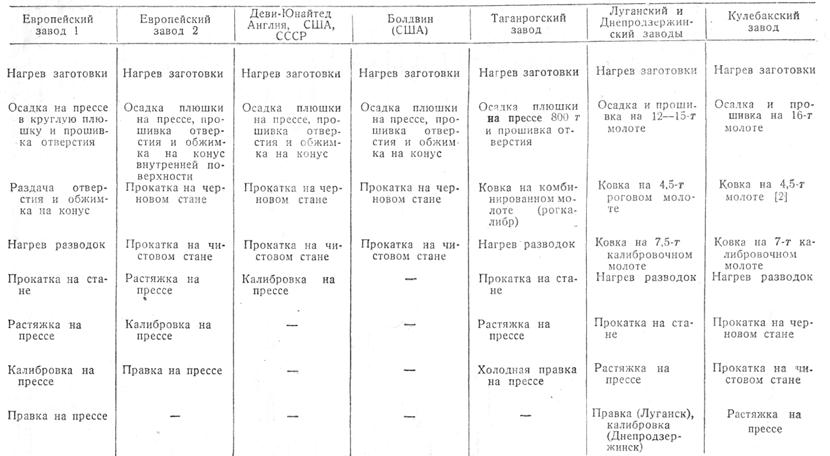
Таблица 8 Схема производства бандажей
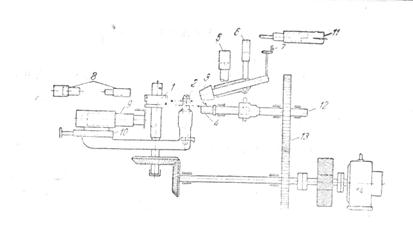
Фиг. 45. Схема чернового бандажепрокатного стана фирмы Деви: 1—главный валок; 2 — нажимной ролик; 3 — верхний эджер; 4 – нижний эджер; 5 – нажимной цилиндр; 6 – цилиндр для подъема; 7 – механизм для изменения угла наклона оси верхнего эджера; 8 – цилиндры боковых роликов; 9 – цилиндр для нажимного ролика (рабочий); 10 – цилиндр обратного хода нажимного ролика; 11 – цилиндр боковых роликов эджерной каретки; 12 – квадратный вал; 13 – привод квадратного вала нижнего эджера; 14 - мотор
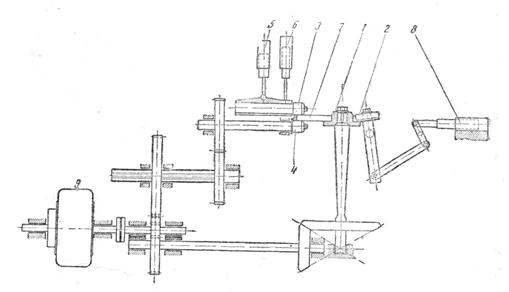
Фиг.46. Схема бандажного стана фирмы Вагнер: 1 – главный валок; 2 – нажимной ролик; 3 – верхний эджер; 4 – нижний эджер; 5 – нажимной цилиндр; 6 – цилиндр для подъема; 7- бандаж; 8 – цилиндр нажимного ролики; 9 – мотор








