 2015-02-14
2015-02-14 890
890Появлению способа холодной прокатки листов и лент на стане Краузе предшествовал близкий ему по идее способ холодной прокатки труб на станах Рокрайта, имеющий некоторое сходство с пильгерным процессом и отличающийся от последнего главным образом применением конической оправки.
Всего 10—12 лет назад стан Рокрайта впервые был освоен в промышленности США. В настоящее же время работают десятки этих станов, показавших блестящие эксплоатационные качества.
Способ Рокрайта обладает большими преимуществами перед способом холодного волочения [24]. Основные особенности его заключаются в следующем: получение многократной (7—8-кратной) вытяжки за один проход; большой процент выхода годного; компактность установки и обслуживающего оборудования; экономичность в расходовании энергии, применяемой для обжатия, и др.
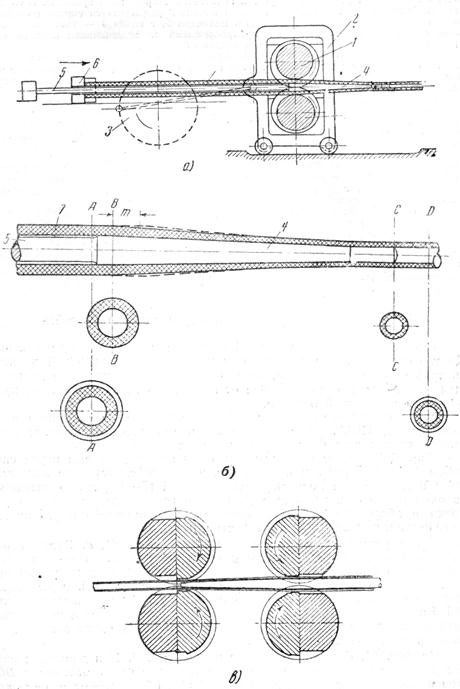
Схема устройства стана представлена на фиг. 51, а. Валки 1 помещаются в станине 2 и вместе с ней перемещаются взад и вперед при помощи кривошипно-шатунной передачи 3. При движении станины вращение валков осуществляется зубчатой шестерней, перемещающейся по зубчатой рейке. Коническая оправка 4 удерживается штангой 5 в определенном положении. Заготовка зажимается в подвижном патроне, продвигающем под действием подающего винта заготовку в валки в конечное их положение.
На фиг. 51, б показан процесс прокатки [25]. При движении вперед между валками и оправкой прокатывается часть материала ВС. При прохождении расстояния за точкой С и обратно — от правого конечного положения труба и оправка поворачиваются на 60°. При обратном вращении валков на протяжении СВ происходит лишь выравнивание и сглаживание поверхности трубы.
На фиг. 51, в показаны конечные положения валков, имеющих сменные калибры с переменным катающим радиусом [26]. Редуцируемая труба надевается на коническую оправку, больший диаметр которой немного меньше внутреннего диаметра трубы, меньший — соответствует внутреннему диаметру трубы.
.
Фиг. 51. Холодная прокатка труб на стане Рокрайт: а— схема стана: 1 — рабочие валки; 2 — станина; 3 —кривошипношатунная передача; 4 — коническая оправка; 5 — штанга; 6 — подвижной упор трубы; 7 — труба (заготовка); б —прокатка на конической оправке; в —конечное положение валков
Во время прокатки в интервале ВАВ труба подается вперед, и цикл повторяется снова.
На фиг. 52 изображена подробная схема стана Рокрайт, изготовленного фирмой Тюб Редьюсинг, где показан главный механизм движения станины, а также механизмы подачи и поворота трубы и дорна.
На станах этой фирмы диаметром 1  —4 " достигаются за один пропуск обжатия углеродистых сталей до 85—95%, нержавеющих— до 65—70%.
—4 " достигаются за один пропуск обжатия углеродистых сталей до 85—95%, нержавеющих— до 65—70%.
Максимальное уменьшение диаметров труб после прокатки за один пропуск, величина подачи для различных марок стали и максимальное число ходов для клетей станов различного размера приведены в табл. 9.
Таблица 9








