 2015-02-14
2015-02-14 2029
2029Шейка валка в отличие от бочки при различных системах станов в конструктивном отношении (по форме) остается неизменной, но размеры ее (диаметр  и длина
и длина  ) находятся в строгой зависимости как от типа валка (бочки), так и от системы стана в целом.
) находятся в строгой зависимости как от типа валка (бочки), так и от системы стана в целом.
На листовых и в особенности широкополосных станах стремятся для лучшей устойчивости валка увеличить длину шейки, а на станах холодной прокатки при наличии весьма высоких давлений стремятся увеличить диаметр шейки, насколько позволяет конструкция подшипников. По этой причине в последнее время на станах холодной прокатки подшипники скользящего трения типа Моргойл, имеющие меньшие габариты по сравнению с роликовыми, пользуются большим преимуществом.
Нормальная работа шейки зависит от хорошей смазки и достаточного охлаждения. Плохо смазанная шейка сильно нагревается, а если при этом оказывается еще недостаточным охлаждение, последняя, перегреваясь, может легко нарушить нормальную работу клети, а иногда и совершенно вывести рабочий валок из строя.
Треф
Треф (трилистник) получил свое название от формы концевых сечений, впервые примененных на валках. Несмотря на то, что эта форма сечения (фиг. 176, а) давно уже не применяется, концевые части валка сохранили свое прежнее наименование.
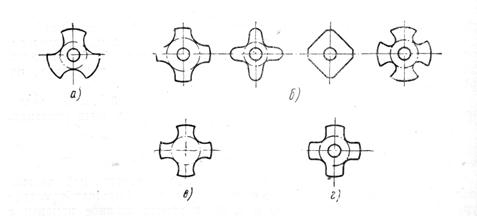
Фиг. 176. Трефы валков: а — старой конструкции; б — европейской конструкции; в и г — американской конструкции
Трефообразное сечение валка впоследствии было заменено крестообразным (показанным на фиг. 176, в). Этой форме, сохранившейся до настоящего времени, предшествовал ряд других крестообразных сечений с неглубокими выемками и закругленными краями отростков или выступов (фиг. 176, б).
Сравнивая трефообразное и крестообразное сечения, нетрудно убедиться, что последнее дает большее количество точек соприкосновения соединительных частей, предназначенных для передачи больших крутящих моментов. Поэтому оно естественно вытеснило предшествовавшую ему форму сечения соединительных частей рабочего валка.
Показанная на фиг. 176, в крестообразная форма сечения широко применяется в прокатных станах СССР и Европы, тогда как в США для улучшения условий работы выступов в местах их соприкосновения с муфтами, эта форма несколько видоизменена (фиг. 176, г), несмотря на большую сложность условий обработки трефов такой формы.
Соединение концевой части валка со шпинделем рабочей линий осуществляется муфтой (фиг. 177), внутреннее очертание которой должно соответствовать крестообразной форме первых с зазором 4—10 мм. Значительное увеличение этого зазора (что часто встречается в практике) может привести к сильным ударам и скалыванию краев трефа валка и шпинделя, а также к истиранию подклей, которые упираются в концы муфты.
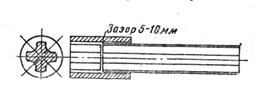
Фиг. 177. Соединение рабочих валков шпинделями и муфтами с трефообразным сечением
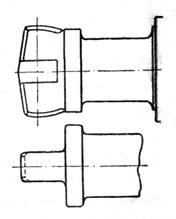
Фиг. 178. Универсальное соединение с помощью лопасти и вилки
Соединение валка со шпинделем при помощи простой муфты, изображенной на фиг. 177, из-за указанных недостатков ее может легко вывести валок из строя. Поэтому несколько лет назад в новых станах стали применять иного типа соединение (фиг. 178) при помощи лопасти и вилки (универсальное соединение), основанное на принципе работы шарнира Гука и обладающее по сравнению с прежними большими преимуществами (см. подробно в главе XI).








