 2015-02-14
2015-02-14 596
596В пильгерных станах проекция площади соприкосновения металла с валками определяется по формуле:
 (69)
(69)
где  — величина двойной подачи, равная 2 т;
— величина двойной подачи, равная 2 т;
В — ширина поверхности соприкосновения металла с валком.
В процессе пильгерования металл соприкасается с валком по сложной поверхности, как показано на фиг. 82, а. Положение  соответствует началу прокатки (обкатка гильзы), положение
соответствует началу прокатки (обкатка гильзы), положение  — нормальному процессу обжатия трубы при подаче т (кривая bcd), положение
— нормальному процессу обжатия трубы при подаче т (кривая bcd), положение  — обжатию участка, протяженность которого равна двум подачам ec = 2 т (после положения труба поворачивается на 90° с одновременной подачей на тот же отрезок m, что и в положении ).
— обжатию участка, протяженность которого равна двум подачам ec = 2 т (после положения труба поворачивается на 90° с одновременной подачей на тот же отрезок m, что и в положении ).
Но так как при подсчете давления можно ограничиться лишь проекцией сложной поверхности соприкосновения металла с валками (фиг. 82, а), то практически с достаточной точностью можно вместо нее условно взять площадь ромба с диагоналями 2 т и  (диаметр гильзы). Тогда имеем:
(диаметр гильзы). Тогда имеем:
 (70)
(70)
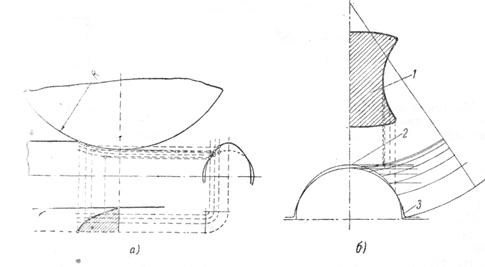
Фиг. 81. Графическое определение площади соприкосновения металла с валками в сортовых (а) и редукционных трубопрокатных (б) станах: 1 — проекция площади соприкосновения металла с валком; 2 — труба; 3 — калибр
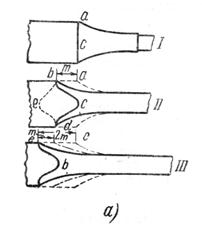
Фиг. 82. Положение подачи в пильгерных станах (а) и схема деформации металла в станах Рокрайта (б) (по Емельяненко)
Оптимальная величина подачи т в практике обычно устанавливается без учета калибровки, от которой она также в немалой степени зависит.
На станах Рокрайта приближенный подсчет площади соприкосновения металла с валками можно вести по способу, аналогичному тому, который применяется на пильгерных станах при овальной калибровке, принимая не две, а одну подачу (фиг. 82, б) и ту же ширину калибра  :
:
 (71)
(71)
где т — величина подачи, обычно равная 6—8 мм.
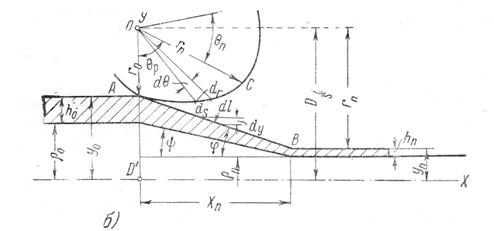
Для более точного подсчета площади соприкосновения металла с валком на обжимающем и полирующем участке (фиг. 82, б) необходимо определить длины проекций дуг захвата  и
и  :
:
 (72)
(72)
где  —угол захвата на обжимающем (рабочем) участке;
—угол захвата на обжимающем (рабочем) участке;
 — уравнение, учитывающее кривизну гребня валка, выведенное Емельяненко:
— уравнение, учитывающее кривизну гребня валка, выведенное Емельяненко:
где  — угол наклона конической насадки;
— угол наклона конической насадки;

где  — угол захвата на полирующем участке.
— угол захвата на полирующем участке.
Так как максимальное давление развивается на рабочем участке в особенности в начале захвата, воспользуемся графическим метолом определения площади соприкосновения металла с валками в различных сечениях по длине участка (фиг. 83), подобно тому как это описано выше для сортовых станов.
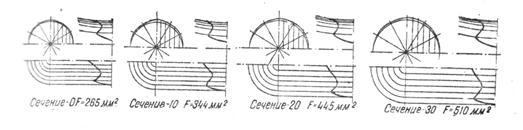
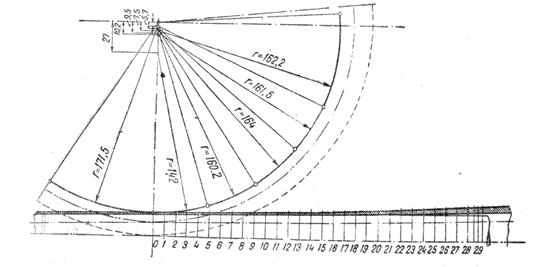
Фиг.83. Графическое определение площади соприкосновения металла с валками в станах Рокрайта
(по Безклубенко)
Данные, необходимые для определения площади соприкосновения по указанным (по фиг.83) сечениям, приведены в табл.14, из которой видно, что давления и площади соприкосновения металла с валками от точки, соответствующей началу захвата, постепенно уменьшается, что можно представить кривой 1 на фиг.84.
Если в этих же условиях (для трубы диаметром 40-60мм, при подаче, равной 7мм) определить площадь F по формуле (71), то получается кривая 2, близкая к прямой и пологая, чем кривая 1.
На станах Краузе площади соприкосновения металла с валком подсчитывают в соответствии с условиями процесса прокатки (фиг. 85): общий угол захвата  достигает 20°;
достигает 20°;
 — угол захвата, соответствующий зоне растяжения материала, на которую давление не оказывает значительного влияния;
— угол захвата, соответствующий зоне растяжения материала, на которую давление не оказывает значительного влияния;
— соответствующий зоне сжатия угол захвата, который и принимается в расчет. Этот угол достигает 14—15°, тогда как в обычной холодной прокатке угол захвата  = 5—6°.
= 5—6°.
Площадь соприкосновения металла с валками подсчитывается по способу, аналогичному тому, который применяется к обычным листовым станам, с одной стороны, и к станам Рокрайта, работающим с конической насадкой,— с другой.
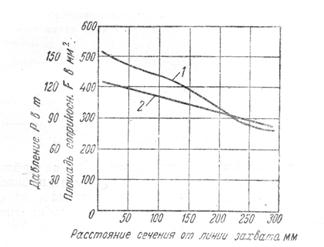
Фиг. 84. Графическая (1) и аналитическая (2) кривые уменьшения площади соприкосновения металла с валками по длине рабочего участка в стане Рокрайта
Таблица 14
Данные для подсчета площади соприкосновения








