 2015-02-14
2015-02-14 504
504Определение площади соприкосновения металла с валками на станах системы Рекнера для прокатки бесшовных барабанов производится аналогично определению ее для главных валков бандажепрокатного стана.
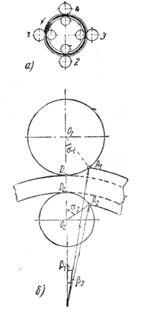
Фиг. 90. Схема процесса прокатки на стане Рекнера: а — поперечный разрез по рабочим валкам (1, 2, 3, 4 — первая, вторая, третья и четвертая пары валков), б — процесс прокатки в валках 4-й пары
На фиг. 90, а и б приведены схемы прокатки на стане Рекнера, из которых видно, что положение каждой пары валков, расположенных по кругу, аналогично положению валков в бандажепрокатных станах. Следовательно, подсчет длины дуги захвата следует вести по формуле (83):
 (88)
(88)
где  и
и  — радиусы большего (приводного) и меньшего (холостого) валков;
— радиусы большего (приводного) и меньшего (холостого) валков;
 и
и  — их диаметры;
— их диаметры;
 и
и  — углы захвата.
— углы захвата.
Для всех четырех пар определения длины дуги соприкосновения металла с валками  следует вести по формуле (83), но для каждой пары меняется ширина поверхностей соприкосновения
следует вести по формуле (83), но для каждой пары меняется ширина поверхностей соприкосновения  . Эту ширину ориентировочно можно принимать равной проекции ширины калибра каждой пары валков, пренебрегая кривизной закругленных краев калибров. Ширина калибра увеличивается от первой к четвертой паре валков.
. Эту ширину ориентировочно можно принимать равной проекции ширины калибра каждой пары валков, пренебрегая кривизной закругленных краев калибров. Ширина калибра увеличивается от первой к четвертой паре валков.
Итак, проекция площади соприкосновения металла с валками для первой пары валков равняется:
 (89, а)
(89, а)
для второй, пары:
 (89, б)
(89, б)
для третьей пары:
 (89, в)
(89, в)
для четвертой пары:
 (89, г)
(89, г)








