 2015-02-04
2015-02-04 4572
4572
Рис. 4.3 - Способы холодной гибки труб
а —с обкаткой; б — наматыванием; в — волочением; г — вальцовкой;
д — на двух опорах; е— растяжением; ж —с внутренним гидростатическим давлением; и — через фильеру, имеющую криволинейную ось; к — по копирам.
Гнутые детали изготовляют в такой последовательности: трубы размечают, отрезают, а затем осуществляют их гибку.
При разметке труб в монтажных условиях используют измерительный (складной метр, рулетку) и разметочный (карандаш, мел, чертилку) инструмент. На заготовительных предприятиях применяют разметочно-отрезные устройства в виде разметочного снопа, объединенного с трубоотрезным станком. Длину заготовки для гнутой детали определяют в зависимости от вида детали по таблицам, приведенным в специальной литературе.
Отрезку труб в монтажных условиях выполняют вручную ножовкой, труборезом или механизированным способом с помощью трубореза СТД-120, позволяющий отрезать трубы Dу = 15...32 мм. На заготовительных предприятиях применяют трубоотрезные станки, на которых труба перерезается диском, приводимым в движение электродвигателем.
Гибка металлических труб осуществляется в холодном или горячем состоянии на ручных и приводных станках. Трубы больших диаметров при изгибе нагревают, что позволяет снизить усилие, необходимое для изгиба, и предотвратить разрывы стенок, так как металл при нагреве становится более пластичным.
При гибке труб диаметром до 32 мм, чтобы исключить их деформацию, тщательно подбирают размеры гибочных роликов и оправок; трубы большего диаметра гнут, набивая их сухим кварцевым песком. Радиусы гиба должны быть больше минимально допустимых (2...3,5 мм наружных диаметров изгибаемой трубы).
При гибке шовных труб шов располагают в месте наименьших деформаций, т. е. по средней линии изгиба трубы или несколько внутрь её.
Гибку труб в холодном состоянии осуществляют на ручном станке Вольнова, предназначенном для труб диаметром до 20 мм при радиусе гиба более 50 мм. Применяют также комбинированные станки Вольнова с тройными роликами для гибки на одном станке труб диаметром 15, 20 и 25 мм. Трубогибочные станки с винтовым и гидравлическим приводами позволяют снизить усилие при гибке. Для гибки труб различных диаметров (до 40 мм) станки снабжаются сменными секторами,
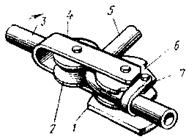
Рис.4.4 - Станок Вольнова
1-плита, 2-подвижный ролик, 3- рукоятка, 4-скоба, 5-труба, 6-ролик-шаблон, 7-хомутик
На заготовительных предприятиях процесс гибки механизирован и осуществляется в холодном состоянии на трубогибочных станках и механизмах (рис. 4.5).

Рис. 4.5 - Полуавтоматический трубогибочный станок SOCO серии NS.
Гибку труб в горячем состоянии производят путем нагрева места изгиба и последующего поворота конца трубы вокруг оправки. При этом изгибаемую трубу набивают песком и один ее конец закрепляют в прижиме или тисках. Радиус изгиба применяют не менее диаметра трубы, а длину нагреваемой части при α = 90° — не менее 6 диаметров; при α =• 60° — 4 диаметра; при α = 45° — 3 диаметра.
При гибке трубопроводов большого диаметра (более 50 мм) в некоторых случаях применяют складчатые отводы. Для этого на трубе намечают места нагрева и образования складок. Затем оба конца трубы закрывают деревянными пробками, укладывают на стенд, нагревают место первой складки, после чего изгибают трубу до образования первой складки. Полученную складку охлаждают и приступают к образованию следующей и т. д. до получения требуемого отвода.
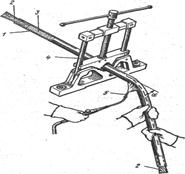
Рис. 4.6 - Гибка труб в горячем состоянии
1 — труба, 2— пробка; 3- песок, 4 — прижим, 5- горелка
Штамповку металлических труб применяют в целях повышения качества и сокращения трудовых затрат при заготовке стандартных деталей санитарно-технических систем. Для этого предварительно отрезают трубу необходимой длины и на ней нарезают резьбу. Затем подготовленные трубы в количестве: до 15 шт. одновременно укладывают на матрицу гидравлического пресса. Пресс включают в работу и путем обжатия пуансоном трубам придают требуемую форму. Штампованные детали имеют одинаковые размеры отдельных частей и лучший вид по сравнению с однотипными деталями, которые обрабатывались на трубогибочных станках.
Гибку пластмассовых труб выполняют в нагретом (размягченном) состоянии на трубогибочных станках или шаблонах, закрепляемых в приспособлениях (рис. 4.7).
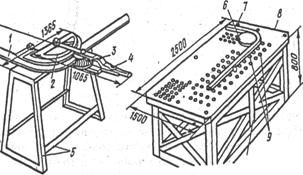
Рис. 4. 7 - Гибка пластмассовых труб
а - на станке, б - в приспособлении;
1 -труба, 2 - неподвижный ролик, 3- обжимной ролик, 4- рычаг, 5- рама, 6- шаблон, 7- упор, 8- плита, 9- отверстия, 10- верстак
При гибке труб на трубогибочных станках зазор между обжимным роликом и трубой должен быть не более 10 % наружного диаметра трубы. Трубы нагревают воздухом в электропечах или ваннах, заполненных глицерином. Режим нагрева зависит от материала труб и толщины стенки.
При гибке стенки пластмассовые труб могут смяться. Чтобы этого не произошло, в трубу до нагрева помещают различные наполнители, в качестве которых применяют резиновый жгут, гибкий металлический или резиновый шланг, набитый песком. Наружный диаметр жгута или шланга должен быть на 1...2 мм меньше внутреннего диаметра изгибаемой трубы. Резиновый шланг, набитый песком, рекомендуется применять при гнутье труб диаметром более 50 мм. Наполнять трубы песком не следует, так как в дальнейшем требуется очистка внутренней поверхности труб от прилипшего песка.
Допускается гибка труб без наполнителя, если отношение толщины стенки трубы к ее наружному диаметру составляет не менее 0,06, а также если радиус гнутья более З,5..4 наружных диаметров трубы.
При изготовлении отводов угол изгиба принимают на 9...10° больше, чем требуется, так как труба несколько разгибается после снятия ее с шаблона или приспособления.
Пластмассовые трубы, подвергнутые гибке, охлаждают до температуры 28°С сжатым воздухом или водой в фиксированном положении.
3. НАРЕЗАНИЕ РЕЗЬБЫ
Нарезание резьбы называется обработка стержня или отверстия в детали при помощи резьбонарезного инструмента для получения наружной или внутренней нарезки, состоящей из чередующихся спиральных канавок и выступов-витков. Нарезку выполняют на трубах, болтах, в гайках, которые служат для разъемного соединения трубопроводов и различных частей оборудования.
КЛАСИФИКАЦИЯ И ЭЛЕМЕНТЫ РЕЗЬБЫ
По профилю резьбы бывают треугольные, прямоугольные, трапецеидальные и др. При сборке санитарно-технических систем и деталей применяют только треугольную резьбу. Форма поперечного сечения витка называется профилем резьбы.
По направлению витка резьбы подразделяются на правые и левые.
По назначению резьбы делятся на крепежные и специальные.
К крепежным резьбам относятся треугольные, к специальным -прямоугольные и др.
Треугольная резьба называется крепежной, потому что ее нарезают на крепежных деталях: болтах, гайках, винтах.
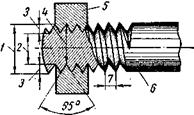
Рис. 4.8 -Элементы резьбы
1 –наружный диаметр; 2-внутренний диаметр; 3-глубина; 4-средний диаметр; 5-гайка; 6-болт; 7-шаг резьбы
Основные элементы резьбы: шаг, угол профиля, глубина, наружный, внутренний и средний диаметры (рис 4.8)
Шагом резьбы называется расстояние между вершинами или основаниями двух соседних витков.
Углом профиля резьбы называется угол, образуемый пересечением боковых граней (сторон) витка резьбы.
Глубиной резьбы называется расстояние от вершины до основания резьбы.
Наружным диаметром называется расстояние между вершинами двух противоположных сторон резьбы.
Внутренним диаметром называется расстояние между основаниями двух противоположных сторон резьбы.
Средним диаметром называется расстояние между вершиной резьбы и основанием резьбы противоположной стороны.
Зависимость между шагом резьбы, глубиной резьбы и числом витков на единицу длины резьбы следующая: чем больше шаг резьбы, тем больше глубина резьбы и меньше количество ниток (витков) на единицу длины резьбы и наоборот.
Резьба, имеющая в профиле вид равностороннего треугольника с углом при вершине, равным 60°, называется метрической. Она применяется в приборостроении и машиностроении. Наружный диаметр винта или внутренний диаметр отверстия с метрической резьбой измеряется в миллиметрах, а шаг резьбы — в миллиметрах и долях миллиметра.
Дюймовая резьба имеет в профиле такой же вид, как и метрическая, но угол при вершине равен 55°. Она отличается от метрической резьбы большим шагом; измеряется в дюймах.
Дюймовая резьба бывает крепежная и трубная. Крепежная резьба отличается от трубной тем, что она имеет более крупный шаг, дает прочное соединение; применяется для нарезания болтов, гаек, стержней и отверстий.
Трубная резьба используется для соединения труб. Она мельче крепежной, так как глубина ее ограничена толщиной стенок трубы. Благодаря большему числу ниток на одном дюйме длины нарезки плотность трубной резьбы значительно больше крепежной.
НАРЕЗАНИЕ КРЕПЕЖНОЙ РЕЗЬБЫ РУЧНЫМ СПОСОБОМ
Наружную резьбу на болтах, винтах и стержнях ручным способом нарезают плашками.
По своему устройству плашки бывают призматические раздвижные, круглые цельные и разрезные (рис. 4.9 а, б, в).
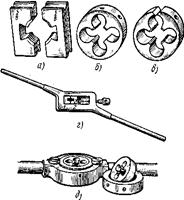
Рис.4.9 Плашки и клуппы
а - плашка раздвижная, б —плашка круглая цельная, в — плашка круглая разрезная, г —клупп, д — вороток-леркодержатель
При нарезании резьбы круглыми цельными плашками не допускаются отклонения в диаметре нарезаемого стержня. При большем диаметре стержня резьба получится ровной, при меньшем — неполной.
Изделия при нарезании резьбы укрепляют вертикально в тисках. Перед нарезанием резьбы надо опилить на болте фаску и снять окалину, которая портит инструмент.
Раздвижными плашками нарезают резьбу за два-три прохода, а круглыми — за один проход. Клупп вращают слева направо при нарезании правой резьбы и справа налево при нарезании левой резьбы.
Внутреннюю резьбу ручным способом нарезают метчиками (рис. а), которые вставляют в вороток (рис. 4.10).
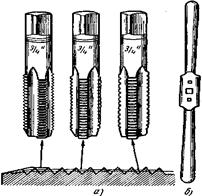
Рис. 4.10 - Инструменты для нарезания отверстий:
а — комплект метчиков, б — вороток
Метчик имеет заборную часть (конец метчика), которая служит для нарезания резьбы; калибрующую (среднюю) — она служит для направления при нарезании и для калибровки нарезанного отверстия — и хвостовую с головкой квадратного сечения — она удерживает метчик в воротке во время работы.
Для перехода от неполной к полной метрической или дюймовой крепежной резьбе используют комплект метчиков — три метчика с разной глубиной резьбы.
Для нарезания резьбы метчиком деталь с просверленным отверстием или гайку прочно зажимают в тисках, чтобы ось отверстия была вертикальна.
Для вывода стружки и образования режущих кромок в метчиках имеются четыре продольные канавки.
При нарезании резьбы нужно следить, чтобы ось метчика совпадала с осью отверстия, в противном случае резьба будет косой.
До получения чистой и полной резьбы диаметр отверстия должен строго соответствовать размеру резьбы.
Для охлаждения плашек и метчиков при нарезании резьбы в стальных деталях применяют олифу или сульфофрезол, а при нарезании резьбы в чугунных деталях — скипидар. Использовать минеральное масло не рекомендуется, так как оно ухудшает качество нарезки.
Механизированное нарезание резьбы в гайках производят на резьбонарезных или сверлильных станках машинными метчиками. Эти метчики отличаются от ручных формой хвостовой части и большей длиной.
Механизированное нарезание резьбы на болтах производят на болтонарезных станках или на специальных станках накаткой.
4. ТРУБНАЯ РЕЗЬБА
Для соединения водогазопроводных труб на концах их нарезают или накатывают трубную цилиндрическую резьбу. Нарезанные концы труб соединяют между собой при помощи соединительных частей.
Для соединения водогазопроводных труб применяют короткую (рис. 4, а) и длинную (рис. 4; б) цилиндрические резьбы.
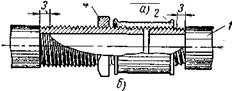
Рис. 4. 11 - Цилиндрическая трубная резьба:
а — короткая, б — длинная (для сгона); 1 - труба, 2 — муфта, 3 — сбег резьбы, 4 — контргайка
Последние две нитки, показанные на рисунке, имеют неполнуюрезьбу, называемую сбегом. Все нитки резьбы, за исключением сбега, имеют одинаковые диаметры и глубину. Сбег резьбы образуется благодаря конструкции плашек, первые нитки которых раззенкованы. Сбег резьбы позволяет заклинивать муфту на трубе, что делает соединение с навернутым на резьбе уплотнительным материалом герметичным.
Размеры короткой и длинной резьбы зависят от диаметра труб.
В целях экономии металла в системах отопления и газоснабжения применяются водогазопроводные тонкостенные трубы, изготовляемые методом печной сварки. Поскольку эти трубы имеют меньшую толщину стенки, чем водогазопроводные, на трубах накатывают резьбу, причем критическая толщина стенки этих труб должна быть не меньше, чем при нарезке резьб на водогазопроводных трубах.
Критической толщиной стенки называется расстояние между внутренними диаметрами резьбы и трубы.








