 2015-02-18
2015-02-18 2124
2124Направляющие неподвижной детали целесообразно изготовлять из более твердого и износостойкого материала по сравнению с материалом для направляющих подвижной детали.
Направляющие из серого чугуна. В связи с тем что базовые детали станков часто изготовляют из серого чугуна, пару трения чугун-чугун широко применяют для направляющих станков, хотя износостойкость ее недостаточна. Износостойкость чугунных направляющих прецизионных станков повышают путем легирования материала станины или накладных планок никелем, хромом, молибденом. С этой же целью производят поверхностную закалку одной из сопряженных поверхностей до 48...53 HRC с нагревом токами высокой частоты или газопламенным методом, а также объемную закалку планок из легированного чугуна. Повышают износостойкость направляющих хромированием (слой хрома толщиной 25..30 мкм обеспечивает твердость направляющей до 62..72 HRCэ и повышение износостойкости в 4-5 раз), напылением износостойких покрытий. Коэффициент трения покоя в чугунных направляющих с полужидкостной смазкой высокий - в среднем равен 0,25, что обуславливает большую силу трения и соответствующую ей недопустимую для ряда станков (например, с ЧПУ) деформацию привода подач.
Пару чугун-чугун допускается использовать для направляющих станков выполняющих легкие работы, хорошо защищенных от загрязнений с удовлетворительным смазыванием, а также для редко работающих или неответственных направляющих.
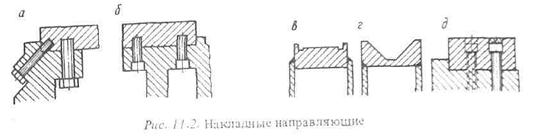
Направляющие из стали. Накладные направляющие скольжения имеют вид массивных планок прямоугольной или треугольной формы Их рабочая поверхность должна обладать высокой износостойкостью в условиях абразивного изнашивания. Потому твердость поверхности должна быть не менее 58 НRСэ[83].Для треугольных планок толщиной 40 мм и длиной до 1000 мм рекомендуется сталь 18ХГТ, упрочняемая цементацией и последующей объемной закалкой, а для планок толщиной 50...115 мм и длиной до 2500 мм - сталь 8ХФ, подвергаемая закалке с индукционным нагревом. Короткие треугольные планки (длиной до 600 мм) изготовляют из стали ШХ15СГ с объемной закалкой, прямоугольные планки сечением 25x500 мм - также из стали ШХ15СГ или 9ХС, планки сечением от 40x500 мм до 100x2500 мм - из стали 8ХФ. Для направляющих станков высокой точности рекомендуются азотируемые стали 30X3 МФ и 38ХМЮА.
Стальные направляющие рекомендуются для станков с числовым программным управлением, станков, предназначенных для цехов крупносерийного и массового производств, а также для легких и средних универсальных.
Направляющие из наполненного фторопласта. Наполненный фторопласт- это полимерный материале наполнителем из бронзы, кокса, графита, дисульфида молибдена, играющих роль смазочного материала. Наполненный фторопласт Ф4К15М5-Л-ЭА в виде ленты толщиной 1,7 мм с помощью эпоксидной смолы наклеивают на направляющие стола, суппорта, салазок. Коэффициент трения в направляющих из наполненного фторопласта в паре с чугуном или закаленной сталью составляет 0,04...0,06 и в области низких скоростей скольжения мало изменяется. Для таких направляющих характерны малая сила трения, высокая износостойкость, достаточная жесткость, удовлетворительная равномерность подачи, высокие точность и чувствительность позиционирования, (зона нечувствительности по сравнению с традиционными направляющими скольжения с парой трения чугун-чугун снижается в 3-6 раз). Направляющие из наполненного фторопласта применяют в станках с ЧПУ, тяжелых и высокоточных.
2. ГИДРОСТАТИЧЕСКИЕ НАПРАВЛЯЮЩИЕ
Гидростатические направляющие являются направляющими с жидкостной смазкой. Масляный слой между сопряженными поверхностями создается путем подачи масла под давлением в зазор между ними.
Гидростатические направляющие фактически не изнашиваются, имеют хорошую демпфирующую способность, обеспечивают высокую точность и равномерность движения, а также точное позиционирование. Переориентация подвижного узла на гидростатических направляющих составляет всего 0,001... 0,002 мм. Жесткость таких направляющих несколько ниже жесткости направляющих других типов.
При гидростатических направляющих требуются громоздкая гидросистема, хорошая фильтрация масла и тщательный уход. Применение таких направляющих сопровождается усложнением конструкции станка: обеспечивается высокая жесткость корпусных деталей, вводятся устройства для фиксации подвижных исполнительных органов.
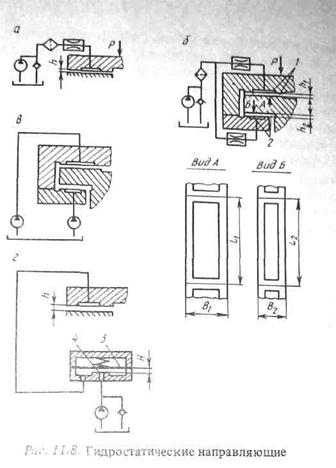
Конструкции направляющих. Гидростатические направляющие бывают разомкнутыми (рис. 11.8, а) и замкнутыми (рис. 11.8, б). Принцип их работы заключается в следующем.
Масло под постоянным давлением подается через дроссель в карманы на направляющих, оттуда оно вытекает наружу, преодолевая при этом сопротивление в зазорах. В случае разомкнутых направляющих с увеличением нагрузки Р зазор h уменьшается, а его сопротивление и давление масла в нем возрастают. В результате новая нагрузка будет уравновешена возросшим давлением масла. В случае замкнутых направляющих давлением в зазоре h1 уравновешиваются нагрузка и давление в зазоре h2. Увеличение нагрузки Р ведет к уменьшению h1 и увеличению h2, т.е. к возрастанию давления в зазоре h1 и к уменьшению его в зазоре h2. В результате нагрузка Р уравновешивается.
Незамкнутые направляющие применяются только в тех случаях, когда обеспечивается достаточно большая начальная нагрузка и незначительное ее изменение в процессе эксплуатации станка (не более чем в 2 раза). В остальных случаях следует применять замкнутые направляющие.
Гидростатические направляющие обычно выполняются наиболее простой и технологичной прямоугольной формы. В легких и средних станках могут быть применены треугольные направляющие.
Устройства для защиты направляющих. Защитные уплотнения выполняют в виде металлических скребков, прикрепленных к торцу стола, суппорта, салазок и прижимаемых к направляющим благодаря собственной упругости или пружине (рис. 11.5, а), а также в виде войлочных (рис. 11.5,б), полимерных или комбинированных уплотнений. Металлические скребки не предохраняют зону трения от мелких частиц загрязнений, войлочные уплотнения сами быстро загрязняются и истирают поверхность направляющих. Рабочие поверхности лучше очищают резиновые и пластмассовые уплотнения (рис. 11.5, e), применяемые самостоятельно или в комбинации с другими защитными устройствами.
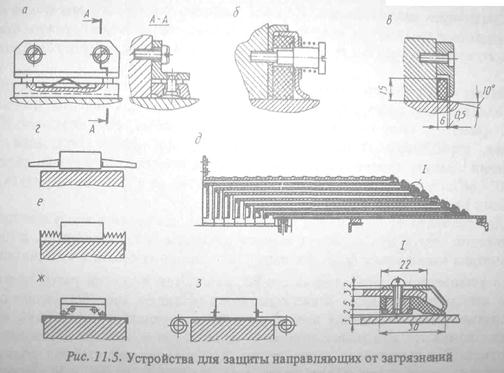 |
Продольные щитки в виде металлических планок или кожухов (по одному на каждую направляющую) прикрепляют к подвижному или неподвижному узлу (рис. 11.5, г). Щитки могут быть снабжены уплотнениями или образовывать лабиринтное уплотнение.
Телескопические щитки с уплотнениями (рис. 11.5, д) имеют хорошие эксплуатационные свойства и применяются в средних и тяжелых станках.
Гармоникообразные меха (рис. 11.5, е) служат для защиты направляющих шлифовальных, заточных, зубообрабатывающих и других станков в тех случаях, когда на защитное устройство не попадает острая или горячая стружка.
Стальная лента, применяемая для защиты направляющих, может быть закреплена у торцов станины и проходить внутри стола (рис. 11.5, ж) или станины. При использовании двух лент одним концом они прикрепляются к столу, а с противоположной стороны наматываются на барабаны у торцов станины (рис. 11.5, з).

