 2015-02-24
2015-02-24 4161
4161В массовом, крупносерийном и среднесерийном производстве широко применяется протягивание отверстий цилиндрических, шлицевых и других форм.
Цилиндрические отверстия протягиваются после сверления или зенкерования. Протягивание заменяет развертывание отверстий на сверлильных и револьверных станках.
Для протягивания цилиндрических отверстий пользуются круглим и протяжками, которые обеспечивают обработку отверстий с точностью до 2-го класса и по Ra=0,32—5мкм
Протяжки квадратные, одношпоночные, шлицевые применяются для обработки отверстий соответствующих форм.
Для выполнения калибровочных операций, а также для обработки глухих отверстий применяются прошивки. Прошивки проталкиваются через отверстие и в отличие от протяжек, работающих на растяжение, работают на продольный изгиб. Длина прошивок 150—300 мм они значительно короче протяжек.
Станки, применяемые для протягивания, делятся на: 1) механические и гидравлические; 2) горизонтальные и вертикальные; 3) одно-и многошпиндельные.
Механические протяжные станки имеют механическую подачу, осуществляемую реечной зубчатой парой или ходовым винтом. Реечный механизм не обеспечивает плавного, спокойного хода, что плохо отражается на работе протяжки. Ходовой винт дает более равномерный и спокойный ход протяжки.
Протяжные механические станки бывают с двумя ходовыми винтами, которые при вращении осуществляют тяговую силу путем передачи движения салазками с закрепленной на них протяжкой. Механические протяжные станки все более заменяют высокопроизводительными гидравлическими станками, гидравлическая подача которых дает более спокойный и равномерный ход протяжки по сравнению с механическими станками.
Отечественные горизонтально-протяжные станки развивают тяговую силу 10 000 кГ (98 060 н) при рабочей скорости 1,5—13 м/мин: 20000 кГ (196 120 н) при рабочей скорости 1,5—11 м/мин, 40 000 кГ (392 240 н) при рабочей скорости 1,0—6,8 м/мин, 100 000 кГ (980600 н) при рабочей скорости 0,3—3,7 м/мин.
Вертикальные протяжные станки занимают значительно меньшую площадь, чем горизонтальные (примерно в два-три раза). На этих станках устанавливать для обработки деталь удобнее; снятие детали можно автоматизировать; после протягивания не требуется переносить протяжку в первоначальное положение, так как она автоматически закрепляется поочередно то за верхний конец, то за нижний.
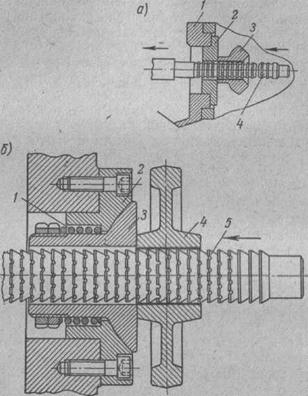
Рис. 20. Установка деталей при протягивании.
а — на жесткой опоре: 1 — лобовая часть станка; 2 — опорная шайба; 3 — обрабатываемая деталь; 4 — протяжка; б — на шаровой опоре: 1 — пружина; 2 — опорная шайба; 3 — шаровая опора; 4 — обрабатываемая деталь; 5 — протяжка
Двух- и трехшпиндельные вертикальные протяжные станки позполяют протягивать одновременно 2—3 детали.
Для одновременного протягивания двух отверстий в одной детали [например, в шатуне двигателя) применяются специальные горизонтальные или вертикальные двухшпиндельные протяжные станки.
Толкающие станки для прошивания применяются для выполнения калибровочных операций. Прошивание сквозных и глухих отверстий обычно осуществляется на прессах гидравлических, пневматических, механических и ручных.
Установка детали для протягивания на протяжных станках произзводится на жесткой или шаровой опоре. Установку детали на жесткой опоре (рис. 20, а) применяют, когда торец детали подрезан перпендикулярно оси отверстия. Если торец детали не подрезан (черная, необработанная поверхность) или подрезан неперпендикулярно оси отверстия, деталь устанавливают для протягивания на шаровой опоре (рис. 20, б).
Применяя шаровую опору для деталей с одним подрезанным торцом, деталь опирают на другой необработанный торец; таким образом зубья протяжки будут врезаться с обработанного торца и благодаря этому будут меньше тупиться.
Одновременно протягивание нескольких деталей повышает производительность станка. Если длина отверстия у детали меньше 2-3 шагов протяжки, следует протягивать отверстие одновременно у нескольких деталей.
Основное время для обработки протягиванием определяется по следующей формуле:
 ,мин
,мин
где L- длина рабочей части протяжки в мм; l — длина протягиваемой поиерхности детали в мм; Vp— скорость резания (рабочего хода), м/мин;Vо.х. — скорость обратного хода в м/мин.
Скорость обратного хода принимается в 2—3 раза больше скорости рабочего хода.
Протягиванием можно выполнять спиральные канавки в отверстии, для чего во время протягивания протяжку поворачивают на определенный угол.






