 2015-03-27
2015-03-27 1159
1159Метод производства заготовок для деталей машин определяется назначением и конструкцией детали, материалом, техническими требованиями, масштабом и серийностью выпуска, а также экономичностью изготовления.
На базовом предприятии заготовку блока зубчатых колес поучают ковкой – кованая поковка. Альтернативой этому способу получения заготовки можно рассматривать штампованную поковку. Для того чтобы выбрать наиболее целесообразный способ получения заготовки блока зубчатых колес в заданных условиях производства, необходимо выполнить ряд технико-экономических расчетов.
Вариант 1.Рассмотрим заготовку – штампованную поковку, получаемую методом горячей объёмной штамповки на КГШП.
Штампованная ковка имеет следующие характеристики:
1) степень сложности – С1,
2) точность изготовления поковки – Т1,
3) группа стали – М1.
Припуски на номинальные размеры детали назначаем по таблице [2, прил. 12]. На основании принятых припусков на размеры детали определяем расчетные размеры заготовки:
диаметральные:
Ø120 js7 + (2,2 + 0,3) × 2 = 125 мм
Ø224 + (2,3 + 0,3) × 2 = 229,2 принимаем 229,5 мм
Ø134 + (2 + 0,3) × 2 = 138,6 принимаем 138,5 мм
Ø60 – (2+0,3) × 2 = 55,4 принимаем 55,5 мм
линейные:
толщина 100 + 2,2 + 0,3 = 102,5 мм
толщина 25 + 2 + 0,3 = 27,3 принимаем 27,5 мм
толщина 54 + 1,7 + 0,3 = 56 мм
толщина 100 + 2 + 0,3 = 102,3 принимаем 102,5 мм
Предельные отклонения на размер заготовки определяем по табличным нормативам (ГОСТ 7505 – 74*).
Допуски на размеры штампованной заготовки [2, табл. 3.5]:
Ø  мм,
мм,
Ø  мм,
мм,
Ø  мм, Ø55,5
мм, Ø55,5  мм
мм
толщина 105(3,2)  мм,
мм,
25,2(2,2)  мм,
мм,
58,5(2,5)  мм.
мм.
Объём заготовки определяется объёмом элементарных фигур, которыми образована штампованная поковка:





Масса штампованной заготовки:


Принимая неизбежные технологические потери (угар, облай и т.д.) при КГШП равными 10%, определим расход материала на одну деталь:

Определяем показатели эффективности использования металла:
1) коэффициент весовой точности:
 ,
,
2) коэффициент выхода готового металла:
 ,
,
3) коэффициент использования металла:
 .
.
Определим себестоимость штампованной поковки:
Сз2 = Sзтз2  – (тз2 –тд)Сотх,
– (тз2 –тд)Сотх,
где КМ – коэффициент, учитывающий материал поковки (для группы стали М1 → КМ = 1,0);
КС – коэффициент, учитывающий сложность штампованной поковки (для группы сложности С1 → КС = 0,75);
КВ – коэффициент, учитывающий массу заготовки; КВ =0,9
Sз – базовая себестоимость поковок, Sз =4,0 грн/кг
Сз2 = =4,0×21,57  ×0,75×1,0×0,9 – (21,57 – 9,5)1,0 = 76,75 грн.
×0,75×1,0×0,9 – (21,57 – 9,5)1,0 = 76,75 грн.
Вариант 2. Рассмотрим заготовку – кованую поковку. По данным базового предприятия масса такой заготовки составляет тз2 = 25,2 кг.
Определим технико-экономические показатели кованой поковки:
- количественные показатели технологичности заготовки:
1) коэффициент весовой точности:
2) коэффициент выхода металла:
Кв.г. =  =
=  = 0,46
= 0,46
3) коэффициент использования металла:
Ким =  =
=  = 0,37
= 0,37
- норма расхода материала по данным базового предприятия составляет:
Н = 25,2 кг
- технологическая себестоимость кованой поковки определяется по формуле:
Sпок =  ,
,
где С – базовая стоимость 1т кованых поковок, С = 5550 грн/т – стоимость 1т ступенчатых поковок для стали 40Х,
kC – коэффициент сложности, для ступенчатой поковки с отверстием
kC =1,2;
kМ – коэффициент, зависящий от материала заготовки, kМ = 1,13
Sотх – стоимость 1 кг отходов. Для легированных сталей можно принять Sотх = 1,0 грн.
Sпок =  =
=
= 189,65 –15,6 = 174,05 грн.
Технико-экономические расчёты показывают, что заготовка, полученная методом штамповки на КГШП, более экономична по использованию материала, чем кованая поковка.
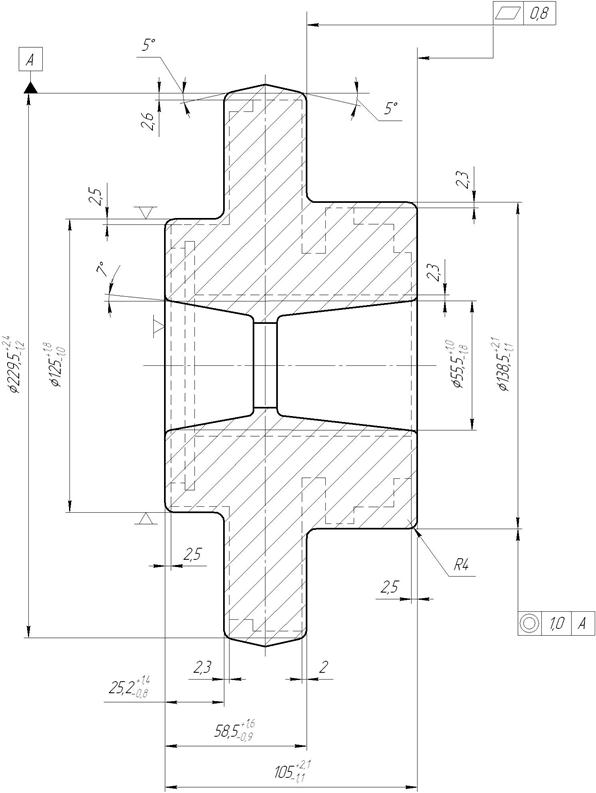
Рисунок 1.2 – Штампованная заготовка блока зубчатых колес

