 2015-03-27
2015-03-27 1264
12641.5.1 Выбор методов и последовательности обработки. Определяем для каждой обрабатываемой элементарной поверхности маршрут ее обработки в зависимости от точности и качества поверхности.
1.5.2 Выбор и обоснование технологических баз. Базовыми поверхностями при обработке заготовок деталей, подобных данному блоку зубчатых колес, могут быть поверхности, зависящие в первую очередь от конструктивных форм детали, требований к точности по техническим условиям и масштаба выпуска. Так как блок зубчатых колес имеет ступицу с достаточным диаметром и глубиной, то обработка его начинается с обработки отверстия (двойная направляющая база) и базового торца (опорная база), а затем на их базе осуществляется большинство операций: токарных, зубонарезных, зубошлифовальных.
Данная деталь, исходя из своего служебного назначения, имеет следующие поверхности: – основные – внутренняя цилиндрическая поверхность 24, шпоночный паз или шлицы 26. Основная поверхность образует неполный комплект баз 2Н; О.
Поскольку данная деталь относиться к деталям II группы (количество присоединяемых деталей больше одной, то выбор технологических баз для его обработки осуществляется в 2 этапа. На 1-ом этапе выбираются технологические базы для большинства операций (поверхности или сочетания поверхностей, относительно которых задано большинство технологических требований, определяющих служебное назначение детали). Для данной детали такой поверхностью является поверхность 24. Т.к. эта поверхность обрабатывается несколько раз на протяжении всего технологического процесса, то в этих случаях необходимо использовать поверхности 5 и 19.
1.5.3 Маршрут обработки и выбор средств технологического оснащения. В таблице 1.3 представлен маршрут обработки детали блок зубчатых колес. Оборудование выбираем согласно рекомендациям [4, стр. 13].
Таблица 1.3 – Маршрут обработки детали
| № опер. | Наименование операции | Оборудование | Эскиз | ||
| Заготовительная | |||||
| Термическая | Нормализация | ||||
| Токарная с ЧПУ | Токарный с ЧПУ 16К20Т3 | 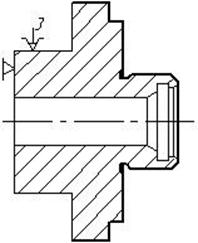 | |||
| Токарная с ЧПУ | Токарный с ЧПУ 16К20Т3 | 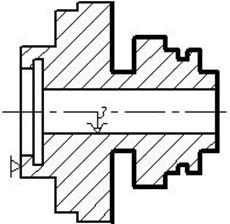 | |||
| Вертикально- сверлильная | Вертикально- сверлильный 2Н118 | 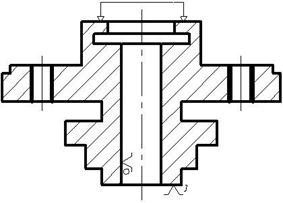 | |||
продолж. табл. 1.3
| № опер. | Наименование операции | Оборудование | Эскиз |
| Зубофрезерная | Зубофрезерный 53А30П | 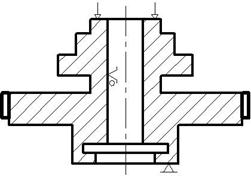 | |
| Зубодолбёжная | Зубодолбёжный | 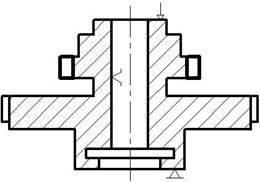 | |
| Зубодолбежная | Зубодолбёжный | 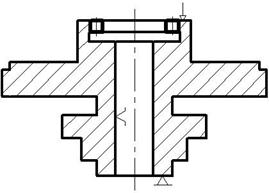 | |
| Горизонтально- протяжная | Горизонтально- протяжной 7А540 | 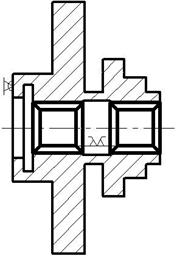 |
продолж. табл.1.3
| № опер. | Наименование операции | Оборудование | Эскиз |
| Горизонтально- протяжная | Горизонтально- протяжной 7А540 | 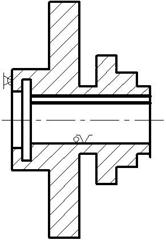 | |
| Термическая | Заколка в масле, отпуск | ||
| Термическая | Закалка ТВЧ | ||
| Термическая | Цементация | ||
| Кругло- шлифовальная | Кругло- шлифовальный 3М174-Е | 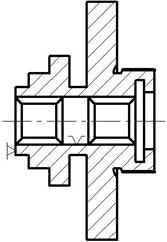 | |
| Кругло- шлифовальная | Кругло- шлифовальный 3М174-Е | 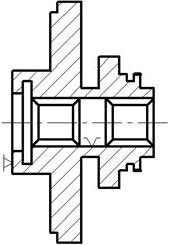 |
продолж. табл. 1.3
| № опер. | Наименование операции | Оборудование | Эскиз |
| Зубо-шлифовальная | Зубо- шлифовальный | 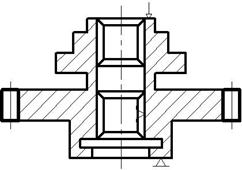 | |
| Контрольная | Стол контрольный |

