 2015-03-27
2015-03-27 1304
13041. Цепь главного движения. Она определяет скорость резания при обработке.
Конечные звенья (К.3.) эл. дв. - фреза
Расчетные перемещения (Р.П.) n мин -1об. дв.М1 – n мин-1 об. фрезы
Уравнение кинематической цепи (У.К.Ц.): n об.дв. М1 * i v = n об фрезы
Формула настройки (Ф.Н.): i= n об. фр./ n об. дв.М1 *icv
Где n об. фр. = 1000 *V рез./ D фр.
Цепь настраивается приближенно, так как погрешность настройки не влияет на точность профилирования, а влияет только на производительность.
2. Цепь деления (обката). Она служит для получения эвольвентного профиля. Эта цепь связывает вращение нарезаемого колеса и фрезы (В2 и В1).
К.З фреза - заготовка
Р.П. 1 об, фрезы – Кф/Z об. заготовки
где Кф - число заходов червячной фрезы, т.е. при повороте однозаходной фрезы на один оборот заготовка повернется на один угловой шаг или на 1/Z долю оборота.
У.К.Ц 1 об.фр.*i диф *iобк. *iconst = Кф/Z
Где i диф -передаточное отношение суммирующего механизма-дифференциала;
iобк - передаточное отношение гитары обката (деления);
iconst -- передаточное отношение постоянных передач.
Р.Ф, iобк = Кф/(Z * i диф. *iconst)
Погрешность настройки влияет на точность профилирования, поэтому кинематическая цепь настраивается точно.
Цепи подач. Различают продольную (вдоль оси заготовки), тангенциальную (вдоль оси фрезы) и радиальную (по отношению к заготовке) подачи. Продольная подача служит для распространения формообразования поверхности зуба на всю ширину колеса. Тангенциальная и радиальная подачи распространяют обработку на весь профиль зуба. Радиальная подача позволяет установить заданное межосевое расстояние в передаче фреза-нарезаемое колесо. Цепь тангенциальных подач настраивают для получения равномерного износа зубьев фрезы или при обработке червячных колес.
3. Цепь вертикальной подачи (П3 *)
К.З заготовка - фрезерный суппорт
Р.П. 1 оборот заготовки —> S в (мм/об)
У. К. Ц 1 *is * iconst * Рхв* = S в (мм/об)
Р.Ф. is = Sв/(Рхв* iconst)
Sв выбирается из справочников в зависимости от материала заготовки, требуемой степени точности и т.д. Погрешность настройки не влияет на точность профилирования.
ОБРАБОТКА КОСОЗУБЫХ КОЛЁС.
При обработки косозубых колес необходимы те же движения, что и при обработке прямозубых колес. Но соотношения между частотами вращения фрезы и заготовки несколько иное, т.к. для образования винтового зуба требуется дополнительное вращение стола с заготовкой.
Вывод расчетных перемещений (см. рис, 7.3г). Развертка косозубого колеса (Рис. 7.3г).
DEF - развертка винтовой линии (стружечной канавки)
При нарезании прямозубых колес за один оборот заготовки перемещается в вертикальном направлении на Sв (из точки А в точку А1).
При нарезании косозубых колес фреза переместиться из точки А в точку B1, при этом заготовка должна дополнительно повернуться по дуге на величину А1 В1. Длину дуги А1 В1 определим из подобия DEF и Е  А1 В1
А1 В1
изDEF Pz = πd ctgβ = π* mt*z* ctgβ = π* mt*z* cosβ/sinβ
но mt = m/cosβ
тогда Рz =π* m*z*/sinβ; z - число зубьев колеса; mt-торцовый модуль.
Если фреза пройдет путь равный АD (Рz), то заготовка должна сделать один дополнительный оборот. При этом фреза сделает z/к оборотов.
Если вертикальная подача равна Sв, а ширина колеса равна Рz, то за время перемещения фрезы относительно заготовки на величину Рz стол с заготовкой сделает Рz/Sв оборотов. Тогда фреза при нарезании прямозубого колеса совершит (Рz/Sв)/(k/z) оборотов.
При нарезании косозубого колеса фреза должна сделать число
оборотов
n + nдоп =(Рz/Sв)/(z/k)+- (z/k)
таким образом Р. П. для заготовки и фрезы будет
Pz/Sв об. стола → =(Рz/Sв)/(z/k)+- (z/k)
Умножая уравнение на Sв/Рz получим расчетные перемещения, отнесенные к одному обороту стола:
1 об. стола → z/k + z/k * Sв/Pz об. фрезы движение В3 на рис.
"+" - соответствует одноименному направлению винтовой нарезки фрезы и колеса;
-“ - нарезки разноименные.
Эта формула - частный случай настройки цепи дифференциала при Sв = РХо. Первое слагаемое z/к настраивается с помощью гитары деления, второе слагаемое z/k * Sв/Pz цепью дифференциала. Возможна и бездифференциальная настройка.
Цепь дифференциала см. методичку Бушуев т2 стр.415-416.
Диагональное фрезерование.
Зуборезный инструмент очень сложный и дорогостоящий,, стоимость инструмента cоставляет около 50% стоимости зубофрезерной операции. Поэтому мероприятия, направленные на повышение стойкости занимают важное место при эксплуатации зубофрезериых станков.
Зубья червячных фрез изнашиваются неравномерно. Максимальный износ наблюдается у трех-четырех зубьев. Для более полного использования фрезы необходимо осуществлять осевую передвижку фрезы вдоль оси.
Рис. Схема зубонарезания методом диагональной подачи.
Когда фреза пройдет вдоль своей оси путь 1р, а по вертикали путь В, стол станка сделает 1р/Sо ~ В/Sв оборотов, отсюда Sо = Sв (1р/В)
где Sв - вертикальная подача, мм/об.
Sо - осевая подача, мм/об.;
В - ширина колеса, мм.
Общий случай нарезания цилиндрических колес.
Рис. Нарезание косозубого колеса при движении фрезы по двум осям.
Нарезаемое колесо будет получать сумму трех движений.
Первое В2 - как при работе червячной пары (движение обкатки или деления (см. формулу)).
Второе В3 для получения винтового направления зубьев заготовка получает дополнительный поворот, обеспечивающий совмещение направления зубьев нарезаемого колеса и фрезы (см. формулу настройки дифференциала).
Третье В4 заготовка получает дополнительное вращение как при работе в реечной паре.
Уравнение кинематического баланса
В данном случае требуется сложная дифференциальная настройка станка.
Обработка червячных колес.
Червячная фреза для изготовления червячных колес при равенстве основных параметров с червяком имеет увеличенную высоту головки зуба (до размеров ножки колеса).
Червячные колеса могут быть нарезаны двумя способами: радиальной подачей фрезы или осевой (тангенциальной) подачей фрезы. В обоих случаях ось фрезы устанавливают перпендикулярно оси заготовки и в средней плоскости нарезаемого червячного колеса.
Схемы нарезания колес [см. ]
Нарезание червячных колес методом радиальной подачи.
Червячная фреза получает главное вращательное движение В1 и перемещение в направлении 11 (радиальная подача). Заготовка - вращение согласованное с вращением червячной фрезы.
Уравнение кинематического баланса получим приняв в системе 3,7 уравнение 3,7.2 и 3.7 приравняли к нулю
пф о 6. фрезы —> пФ Кф/z + 12 /mz об, заготовки
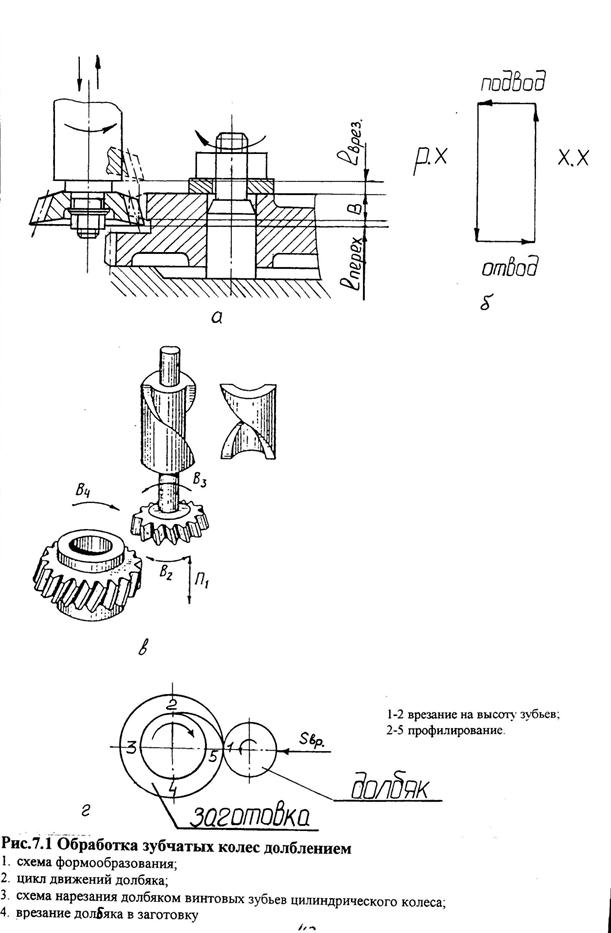
ЗУБОДОЛБЁЖНЫЕ СТАНКИ.
При нарезании воспроизводится работа пары цилиндрических колес с параллельными осями, одно из которых превращено в инструмент - долбяк (см. рис. 7.1в).
В начале нарезания зубьев при согласованном вращении заготовки и долбяка (движение обката) происходит радиальное врезание долбяка (или заготовки) до полной глубины резания (участок 1-2 на рис. 7.1 г). Для получения полностью обработанных зубьев на всей окружности заготовка должна после этого сделать полный оборот. Резание происходит только при прямом ходе долбяка, а при обратном холостом ходе шпиндель долбяка или стол несколько отводится, образуя зазор между инструментом и заготовкой для устранения трения задних поверхностей долбяка во впадине нарезаемого колеса.
Производительность зубодолбления меньше чем зубофрезерования. Поэтому зубодолбление применяют в основном в тех случаях, когда зубофрезерование применить нельзя, например, при обработке блочных колес и цилиндрических колес внутреннего зацепления.
 |
ОБРАБОТКА КОСОЗУБЫХ КОЛЁС.
Настройка станка на нарезание косозубых колес не отличается от обычной. Но в этом случае устанавливают копиры с винтовой направляющей, которые сообщают долбяку дополнительное вращение рис. 7.1в. Угол наклона зубьев долбяка должен равняться углу наклона зубьев нарезаемого колеса и иметь направление;
а) разноименное, при нарезании колес наружного зацепления;
б) одноименное, при нарезании колес внутреннего зацепления.
Если Р и Ркп - соответственно шаги винтовой линии нарезаемого колеса и копира, а Zд и Z - число зубьев долбяка и колеса, то
Ctgβ = P/d = P/(π*m*z) = Pкп/(π*m*zд)
или Ркп = Р * Zд/Z
С изменением угла наклона зубьев колеса должны измеряться как винтовые направляющие, так и долбяки (с данным углом наклона винтовой линии β), т.е.этот метод менее универсален по сравнению с зубофрезерованием.

