 2015-03-20
2015-03-20 2946
2946Установочно-зажимные механизмы применяют для повышения точности положения координатной системы технологической базы относительно координатной системы приспособления при установке. Такие механизмы выполняют одновременно функции установочных и зажимных элементов. Поэтому установочные элементы в механизме должны быть подвижными в направлении зажима, а для сохранения установочных свойств закон их относительного движения должен быть задан и реализован в конструкции приспособления с достаточной точностью. Установочно-зажимные механизмы могут быть ориентирующие – определяющие одну плоскость симметрии детали и самоцентрирующие - определяющие две взаимно перпендикулярные плоскости.
Принцип действия ориентирующего механизма поясняет схема на рис. 2.47, а. Два элемента 1 и 2 перемещаются в направлении Х. На их движение накладывают три условия: разнонаправленность, одновpeмeнность, равная скорость. При проектировании и изготовлении приспособления положение этой плоскости точно выдерживается относительно какой-либо поверхности корпуса, а при установке заготовки в приспособлении добиваются совмещения с нею координатной плоскости технологической базы заготовки.
Принцип действия самоцентрирующего механизма поясняют схемы на рис.2.48. Для определения положения двух координатных плоскостей технологической базы в механизме необходимо иметь не менее трех элементов перемещающихся к центру О или от него одновременно и с одинаковой скоростью; при двух перемещающихся элементах они должны быть выполнены в виде призм.
Самоцентрирующие механизмы применяют в тех случаях, когда требуется обеспечить высокую точность размеров, заданных на детали от оси. Например, на рис. 2.48 показаны два варианта обтачивания на детали цилиндрической шейки. В первом варианте два кулачка в патроне неподвижны, третий – зажимает заготовку. При этом за счет погрешности базового диаметра образуется несоосность е обрабатываемой и базовой поверхностей. Во втором варианте использован самоцентрирующий механизм. Ось базовой поверхности совмещается здесь с осью самоцентрирующего механизма. Кроме более высокой соосности применение самоцентрирующего механизма обеспечивает равномерную глубину резания t, в результате чего сокращается необходимый минимальный припуск на обработку.
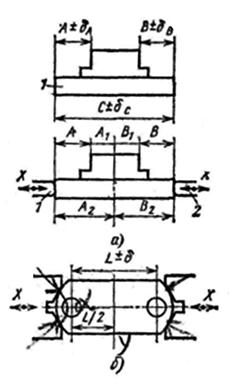 | 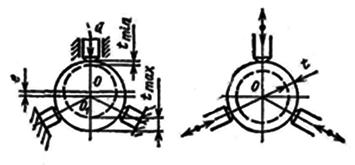 |
| Рис. 2.47. Принципиальные схемы ориентирующих механизмов | Рис. 2.48. Схемы самоцентрирующего механизма |
Применение установочно-зажимных механизмов позволяет также выдержать при обработке размеры, заданные не только от оси технологической базы, но и от геометрической оси детали. Такая необходимость возникает в двух случаях.
1. Между двумя или несколькими размерами необходимо распределить допуск на расстояние между базами, от которых они заданы (рис. 2.47, а). На операции одновременно выдерживают размеры А и В. Если за установочную базу принять поверхность 1, то погрешность базирования размера А εδА = 0, а для размера В εδВ = 2δС. При использовании ориентирующего механизма погрешность базирования для размеров А и В будет равна εδА = εδВ = δС, что повышает точность обработки.
2. Положение обрабатываемых поверхностей задано относительно оси детали (рис. 2.47, б). На операции необходимо обработать два отверстия, симметрично расположенных относительно центра детали О. Использование в качестве технологической базы в координатном направлении любых поверхностей заготовки неизбежно приводит к появлению погрешности базирования размера  , и лишь применение самоцентрирующего механизма сводит к нулю эту погрешность.
, и лишь применение самоцентрирующего механизма сводит к нулю эту погрешность.
Погрешность установки заготовки в самоцентрирующем приспособлении называют погрешностью центрирования, так как она проявляется в виде несовпадения осей обработанной и базовой поверхностей. Возникает она в результате неточности изготовления и износа деталей механизма самоцентрирования.








