 2015-04-08
2015-04-08 2560
2560КОМПОНОВКИ ГПС
Для обработки деталей типа тел вращения разработаны различные варианты ГПС в зависимости от конструктивных и габаритных особенностей деталей, технологических процессов и степени автоматизации оборудования.
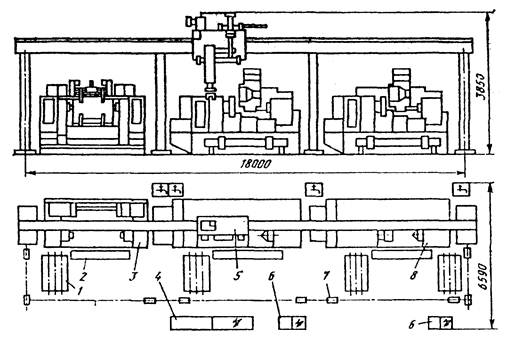 НПО «ЭНИИМС» (Москва) совместно с НПО ВИСП (Киев) разработана ГПС модели АСВР-01 (рисунок 14.1), предназначенная для токарной комплексной обработки базовых поверхностей, торцов и наружного диаметра деталей типа ступенчатых валов. В состав ГПС входят: магазин-накопитель 1, промежуточная позиция 2, фрезерно-центровальный станок 3 мод. МР-179, система ЧПУ робота 4, промышленный робот 5 мод. УМ160Ф281.01, система ЧПУ станка 6, система светозащиты 7 рабочей зоны, два токарных станка 8 с ЧПУ мод. 1Б732Ф3.
НПО «ЭНИИМС» (Москва) совместно с НПО ВИСП (Киев) разработана ГПС модели АСВР-01 (рисунок 14.1), предназначенная для токарной комплексной обработки базовых поверхностей, торцов и наружного диаметра деталей типа ступенчатых валов. В состав ГПС входят: магазин-накопитель 1, промежуточная позиция 2, фрезерно-центровальный станок 3 мод. МР-179, система ЧПУ робота 4, промышленный робот 5 мод. УМ160Ф281.01, система ЧПУ станка 6, система светозащиты 7 рабочей зоны, два токарных станка 8 с ЧПУ мод. 1Б732Ф3.
Рисунок 14.1— ГПС модели АСВР-01: 1— магазин (тара); 2— промежуточная пози- ция; 3—фрезерно-цен- тровальный станок МР-179; 4—система ЧПУ робота; 5 — робот портального типа; 6— система управления станком; 7 — система светозащиты; 8—токарный станок с ЧПУ
ГПС предназначена для обработки стальных деталей диаметром до 400 мм, длиной до 1400 мм и массой до 160 кг.
ГПС модели АСВР-04 (рисунок 14.2) предназначена для токарной обработки валов диаметром до 100 мм, длиной до 800 мм и массой до 40 кг, в условиях мелко- и среднесерийного производства. Валы могут устанавливаться в самоцентрирующем патроне, с поддержкой задним центром и в центрах с приводом вращения с помощью торцового подводного или кулачкового патрона с плавающим центром и кулачками.
ГПС модели АСВР-06 (рисунок 14.3) предназначена для автоматизации технологического процесса шлифовальной обработки деталей типа валов массой до 40 кг в условиях среднесерийного производства.
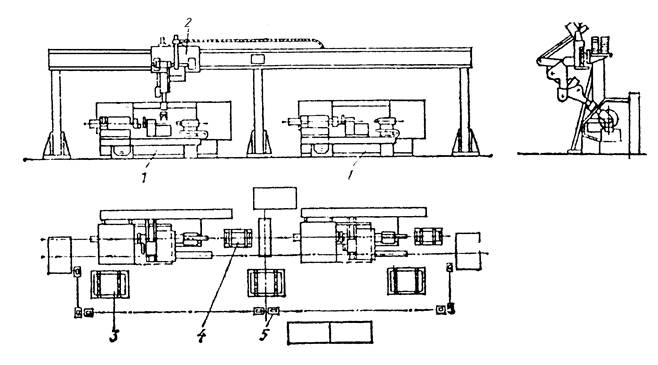
Рисунок 14.2 — ГПС модели АСВР-04:
1 — станки; 2 — робот; 3 — тара с подставками; 4 — промежуточные позиции; 5 — защитное устройство
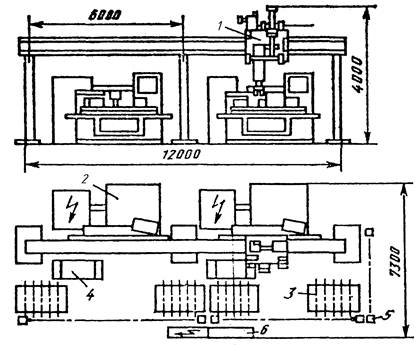
Рисунок 14.3 — ГПС модели
АСВР-06:
1 — робот портального типа; 2 — шлифовальный станок 3М151Ф2;
3 — магазин-накопитель; 4 — промежуточная позиция контроля; 5 — система светозащиты; 6 — система управления ПР
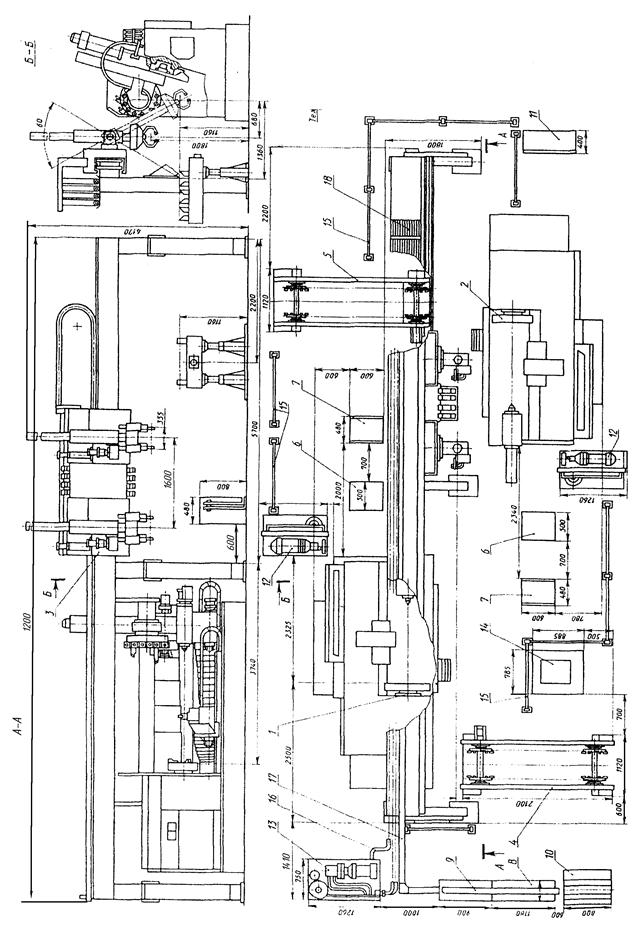
ГПС модели ЛАС-ЧПУ, общий вид которой показан на рисунке 14.4, предназначена для токарной обработки валов различной конфигурации в мелкосерийном и серийном производствах.Система содержит два установленных навстречу друг другу токарных патронно-центровых станка (1, 2) с ЧПУ моделей 1Б732Ф3У3 или 1740РФ3. Обслуживание станков осуществляется промышленными роботами 3 портального типа модели СМ160Ф2.05.01. В состав ГПС включены магазины-накопители заготовок 4 и обработанных деталей 5; устройства ЧПУ 6, 8; электрошкафы 7, 9, 11; пульт 10 управления; гидростанции 12, 13; стол 14 для контроля и настройки инструментов при помощи оптического прибора; ограждение 15; гидро- и электрокоммуникации 16, 17, 18. Станки оснащены конвейерами для уборки стружки.

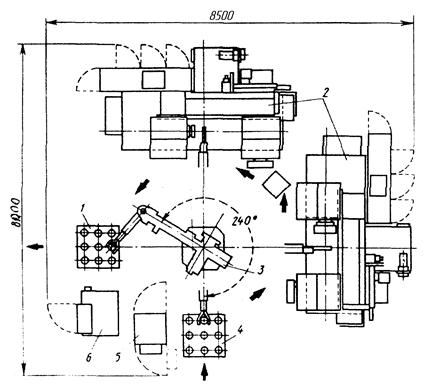 ГПС фирмы «Окума» (рисунок 14.5) содержит спутник 1 с обработанными деталями; два токарных станка 2, установленные взаимно перпендикулярно; робот 3 фирмы «Цинциннати милакрон» или ASEA; спутник 4 с заготовками; панель 5 управления; гидростанцию 6 робота. ГПС предназначена для обработки фланцев и валов широкой номенклатуры.
ГПС фирмы «Окума» (рисунок 14.5) содержит спутник 1 с обработанными деталями; два токарных станка 2, установленные взаимно перпендикулярно; робот 3 фирмы «Цинциннати милакрон» или ASEA; спутник 4 с заготовками; панель 5 управления; гидростанцию 6 робота. ГПС предназначена для обработки фланцев и валов широкой номенклатуры.
Рисунок 14.5 — ГПС фирмы «Окума» (Япония) для обработки фланцев и валов
Для обработки небольших заготовок (массой до 30 кг) разработана ГПС фирмы «Окума» (рисунок 14.6), включающая конвейер 1 для готовых деталей; роботы 2 фирмы ASEA (Швеция); многоцелевые 3 и токарные 4 станки; ЭВМ—5; спутник с заготовками 6; конвейер 7 для заготовок. Станки расположены в пределах досягаемости робота.При этом предусмотрено пространство для смены инструмента, эксплуатационного обслуживания оборудования, а также для уборки стружки.
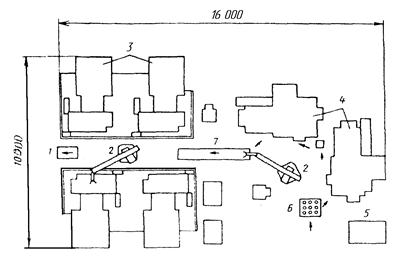 Рисунок 14.6 — ГПС фирмы «Окума»
Рисунок 14.6 — ГПС фирмы «Окума»
ГПС для обработки коленчатых валов тяжелых дизельных двигателей на автозаводе «Вольво» (Швеция) содержит транспортную систему 1 и промежуточные системы накопителя 2 в центре между четырьмя станочными участками, которые
обслуживаются робокарами и портальным загрузочным устройством (рисунок 14.7). Первый участок ГПС содержит балансировочный станок «Шенк» и токарный станок модели «SWEDTURN-18 CNC» для предварительной обработки фланцев и коренных шеек. На втором участке установлены фрезерный станок GFM и токарный для предварительной обработки противовесов.
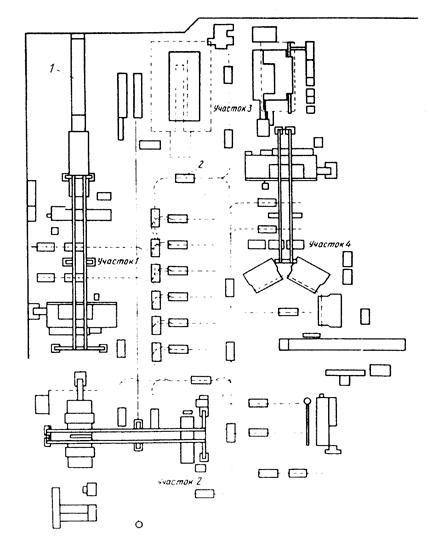
Рисунок 14.7 — Станочные участки в ГПС фирмы «Вольво» для обработки коленчатых валов
дизельных двигателей
Установленный на третьем участке фрезерный станок фирмы «VDF Boehringer» (Германия) предназначен для фрезерования шатунных шеек, а токарный станок с ЧПУ — для обработки торцовых поверхностей коленчатого вала. Черновая обработка завершается на четвертом участке, где находится токарный станок с ЧПУ и фрезерный.
Такая компоновка наиболее эффективна при создании специализированной линии станков. Рыночная конъюнктура для крупных дизельных двигателей достаточно стабильна и выпуск изделий, однажды запущенных в производство, продолжается в течение многих лет. За время эксплуатации систем в конструкции двигателей было осуществлено много небольших изменений, при реализации которых и проявились преимущества ГПС. В этом случае основной выигрыш от ее гибкости — это возможность изготовления нескольких типоразмеров коленчатых валов на небольшом количестве станков при незначительном числе обслуживающего персонала.

