 2014-02-02
2014-02-02 13760
13760Методы механической обработки поверхностей деталей
Обтачивание на токарных станках. На рис. 5.1 показаны характерные способы установки и закрепления деталей при обработке наружных цилиндрических поверхностей: а — в центрах; б — в самоцентрирующем патроне (общего назначения или специальном); в — в патроне с поддержкой конца детали задним центром; г — в четырехкулачковом патроне общего назначения;- д — в каком-либо специальном приспособлении.
|
|
|
|
|
Рис. 5.1. Способы установки деталей при обработке наружных поверхностей
В зависимости от качества и точности обрабатываемых цилиндрических поверхностей обтачивание заготовок делится на:
черновое (или обдирочное) – с точностью обработки по 13-12 квалитету и с шероховатостью поверхности Rz80;
чистовое с точностью обработки до 10 квалитета и с шероховатостью поверхности до Rа 2.5;
тонкое с точностью обработки до 5-6 квалитета и с шероховатостью поверхности до Rа 0.32
Заточенный качественный резец в состоянии снимать припуск в пределах около сотой доли миллиметра. Наибольшую величину припуска ограничивает лишь прочность резца и мощность станка (иногда — жесткость или прочность самой обрабатываемой детали). Таким образом, в отношении допустимого припуска на обработку метод широко универсален.
Точность зависит не только от метода обработки, но и от точности установки детали. Например, при установке в центрах (рис. 5.1а) соосность обработанного и необработанного участков валика будет зависеть от качества предшествующей зацентровки валика. При установке по схеме рис. 5.1 б, в она будет зависеть от точности патрона и т. п. Взаимная соосность группы поверхностей, обработанных при одной установке (ступенчатый валик) получается наивысшей.
Ступенчатые поверхности с малой разницей диаметров ступеней (малая высота уступов) обтачивают резцом с главным углом в плане j = 90°. При высоких уступах, когда возможен сильный отжим резца, торец уступа обрабатывают в отдельном переходе. Длинные валы при обтачивании в центрах прогибаются и получаются бочкообразными. Некоторое уменьшение прогиба (примерно в 2,5 раза) получается, если вместо установки в центрах применить установку в патроне с поддержкой конца детали задним центром (рис. 5.1в). Но при последующей обработке поверхности, занятой патроном, соосность ее с поверхностью обработанной ранее, будет худшей (другие установочные базы). В связи с этим применяют люнеты.
Люнет должен лишь поддерживать деталь, но не устанавливать ее (она уже установлена центрами станка), поэтому его кулачки устанавливают по поверхности детали. Эта поверхность должна быть соосна центровым гнездам, иначе деталь будет искривляться при вращении, а люнет перегружаться. Обеспечивая нормальную работу подвижного люнета (закрепляемого на суппорте станка), располагают его кулачки позади резца (рис 5.2а). Для кулачков неподвижного люнета (закрепляемого на станине станка) протачивают (а иногда еще и шлифуют «шейку под люнет» (рис. 5.2б).

а б
Рис. 5.2. Применение люнетов
а—подвижный люнет; б—неподвижный
На грубых черновых операциях основным путем повышения производительности служит увеличение глубины резания (уменьшение числа проходов), а затем—подачи. На чистовых—увеличение скорости резания. С этой целью широко применяют резцы, оснащенные пластинками из твердого сплава и керамики.
Применение токарных многорезцовых полуавтоматов позволяет повысить производительность путем совмещения переходов операции и автоматического получения всех операционных размеров при соответственном снижении квалификации работы.
Наладка многорезцового станка трудоемка, поэтому применение его оправдывается в серийном и массовом производствах. Каждый цилиндрический участок детали можно обрабатывать одним или несколькими резцами, поэтому потребуется разный ход переднего суппорта, и будет получаться разная производительность. При расположении резцов по схеме, показанной на рис. 5.3а (наладка по наибольшей ступени), ход суппорта определяется длиной наибольшей ступени l1. Как видно на схеме, резцы 2 и 3 будут иметь холостой пробег. По схеме, показанной на рис. 5.3б (наладка по наименьшей ступени), потребный ход суппорта определяется длиной наименьшей ступени l3. Для обтачивания ступеней l1 и l2 поставлено по два резца (число резцов зависит от соотношений l1: l3 и l2: l3)
|
|
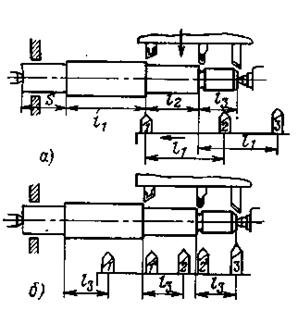
Рис. 5.3. Два варианта наладки: а—наладка по наибольшей ступени; б—наладка по наименьшей ступени
Поперечное врезание на глубину припуска обеспечивается одновременно с продольной подачей («косое врезание»).
На заднем суппорте в обеих схемах показаны подрезной, канавочный и фасонный резцы.
При обработке одной ступени несколькими резцами на поверхности образуются уступы из-за погрешностей установки резцов на размер и разного протекания их износа. Поэтому более производительный способ — наладку по наименьшей ступени — применяют при обтачивании под шлифование. В случае, если наименьшая ступень мала, прибегают к комбинации первого и второго способов.
Установку резцов производят по эталонной детали. Практикуют также установку взаимного положения резцов в державке вне станка (съемные блоки резцов). По результатам обработки первых деталей вносят необходимые поправки в положение резцов.
Частоту вращения шпинделя устанавливают по резцу, работающему в наиболее тяжелых условиях. При большом количестве резцов проверяют соответствие намеченного режима мощности станка. Режимы обработки могут ограничиваться также жесткостью детали и надежностью ее закрепления.
Шлифование. Широкое применение различных методов шлифования обусловлено их высокой точностью. Кроме того, это единственный процесс, способный заменять чистовое точение в случаях, когда поверхность имеет высокую твердость.
Производительность шлифования зависит от величины припуска, поэтому обычно шлифование применяют после обтачивания поверхности. Величина необходимого припуска зависит от качества предшествующей обработки, т. е. в данном случае — от обтачивания под шлифование. Если за обтачиванием следует термообработка, в результате которой ожидают заметное искажение формы детали, припуск соответственно увеличивают.
Для обработки наружных цилиндрических поверхностей применяют предварительное, чистовое и тонкое шлифование. Наиболее распространенным является чистовое шлифование, при котором точность обработки поверхностей достигает 5-6 квалитета, шероховатость — Ra 0,63-0,32; точность по форме — 0,003 мм и хуже; чаще всего — в пределах половины допуска на диаметр.
Положение обработанной поверхности относительно необрабатываемых зависит от точности установки детали. При установке непосредственно в центрах станка особенно следят за состоянием центровых гнезд. После термообработки деталей гнезда тщательно зачищают. Наилучшая соосность обработанных поверхностей получается при шлифовании их в одну установку.
Скорость круга при шлифовании (скорость резания) ограничивается прочностью крута. Обыкновенно ее не допускают более 30—35 м/с. Шлифование особо прочными кругами с большими скоростями (до 75 м/с) называют «скоростным».
Скорость вращения детали, при прочих равных условиях, определяет объем металла, снимаемый в единицу времени. Однако чрезмерно большая скорость приводит к быстрому засаливанию круга, и шлифование становится невозможным. Оптимальную скорость (обычно в пределах 16—60 м/мин) выбирают после назначения глубины резания и подачи.
Различают два способа круглого шлифования: шлифование с продольной подачей, шлифование с поперечной подачей (врезанием).
Шлифование методом продольной подачи (рис. 5.4) ведут с малой глубиной резания (t=0,005-—0,02 мм), вследствие чего даже сравнительно небольшой припуск на сторону приходится снимать в несколько проходов. Малая глубина t позволяет применять большие подачи на оборот детали (S0=0,34-0,8 В).
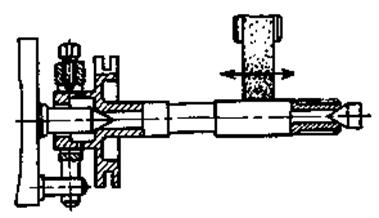
Рис. 5.4. Шлифование с продольной подачей
Шлифование методом врезания требует, чтобы ширина круга была несколько больше протяженности шлифуемой поверхности (рис. 5.5). Вследствие большой ширины шлифования допускают малую подачу на оборот детали (S0 = 0,001—0,005 мм). При этом путь круга в металле (расчетная длина обработки) равен величине припуска на сторону. Метод врезания оказывается более производительным, чем метод продольной подачи.
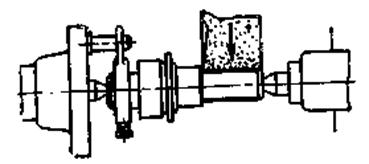
Рис. 5.5. Шлифование врезанием
Шлифование уступами представляет собой комбинацию метода врезания и метода продольной подачи. К нему прибегают, если ширина круга меньше длины шлифования. Вначале методом врезания шлифуют уступы, оставляя 0,01—0,02 мм на «зачистку», затем продольным шлифованием получают заданную точность.
Прилегающую к цилиндрической поверхности плоскую поверхность (терец ступени, бурт, фланец и т. п.) шлифуют боковой поверхностью круга. Для уменьшения площади контакта и достижения лучшей плоскостности поверхности применяют круг с конической боковой поверхностью или заправляют на конус («поднутряют») плоский круг.
На бесцентрово-шлифовальных станках применяют два основных метода шлифования. Методом сквозной (продольной) подачи шлифуют детали без уступов — гладкие валики, пальцы и т. п. Работа ведется непрерывно — детали закладываются с одной стороны и принимаются с другой. Число таких проходов (2—6) зависит от величины припуска и требуемой точности поверхности.

Рис 5.6. Бесцентровое шлифование
Методом врезания (с поперечной подачей) шлифуют детали с уступами (рис. 5.6). При этом ось подающего круга устанавливают почти параллельно оси режущего круга (под углом до 0,5°), а осевое перемещение детали не допускают с помощью упора.
Шлифование на бесцентровом станке представляет собой систему обработки с самоустанавливающейся конечной связью — взаимное положение детали и инструмента (режущего круга) определяется здесь самой обрабатываемой поверхностью. Подобные системы не позволяют влиять на точность обработки. Таким образом, этот процесс пригоден только для операций, в которых требуется улучшить лишь точность самой поверхности.
Нормативные припуски для бесцентрового шлифования на 20—30% меньше, чем для центрового. Уменьшение припуска и большая ширина шлифовального круга — основные причины большей производительности бесцентрово-шлифовальных станков.
В условиях крупносерийного и массового производств основным путем повышения производительности многопереходных операций шлифования является применение так называемого «совмещенного» шлифования. Совмещение переходов достигается с помощью соответственно заправленного широкого круга.или комплекта из нескольких кругов (рис. 314, а). Применение подобных методов требует кругов повышенного качества по всем параметрам (геометрия, уравновешенность, однородность твердости и т. д.) и соответствующих станков. Аналогичные методы доступны на обыкновенных бесцентрово-шлифовальных станках (рис. 314,6), так как их конструкция рассчитана на обработку небольших деталей сравнительно широкими кругами.
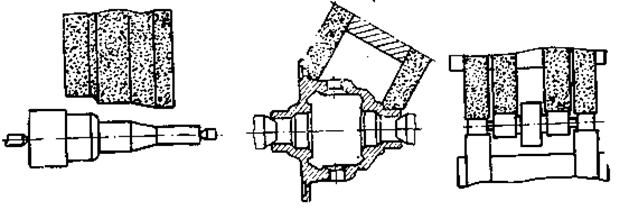
а б
Рис. 5.7. Шлифование «совмещенное»

