 2015-04-12
2015-04-12 454
454Интенсивность охлаждения сильнее влияет на время полного затвердевания, чем на ширину зоны столбчатых дендритов. Затвердевание плиты толщиной 300мм в ПГ, ХМ и МФ завершается за 335, 240 и 140 мин, при этом ширина зоны столбчатых дендритов соответственно 40-50мм, 45-55мм, 60-70мм.
Зона внеосевой химической неоднородности примыкает к внутренней границе столбчатой зоны имеет ширину35-45 мм. В ПГ скорость затвердевания в области усов 0,5 - 0,7 мм/мин, в ХМ – 1.1-1.5 мм/мин, в МФ – 1.8 -2.2 мм/мин. Чем выше скорость затвердевания, тем меньше диаметр уса и меньше расстояние между усами.
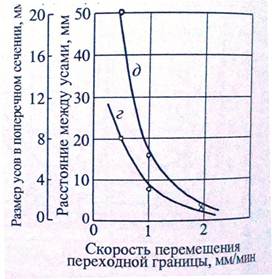
Рис.3.4 в
RСР, мм/мин Φ,мм l СР, мм lСР/2, мм ΦСР2 (lСР/2)2
0,6 10 55 27,5 100 756
1,3 4 20 10 16 100
2 1 5 2,5 1 6,25
Соотношение квадратов Φ практически равно соотношению квадратов половин междефектных расстяний, что подтверждает гипотезу о концентрации в «усе» ликватов с околодефектной площади.
От скорости продвижения переходной от столбчатой к разноориентированной структуре зависит степень перераспределения или коагуляцц примесей в зоне внецентренной неоднородности: при очень малых скоростях ликваты собираются с большой площади в крупные скопления, при больших скоростях – с малой площади в мелкие скопления. Диапазон скоростей образования усов <3 мм/мин.
В зонах отливки, где скорость превышает эту величину, развивается межкристаллитная рассеянная сегрегация, но не усы...
Усы являются не только скоплениями ликватов, но и местами нарушения сплошности. Это видно из сопоставления серных отпечатков и рентгенограмм. Усы – это изолированные участки усадочной рыхлости, имеющих форму каналов, направленных к прибыли под переменными углами, вплоть до вертикального направления у внутренних границ участка внецентренной сегрегации. Оси дендритов врастают в пространство шнура.
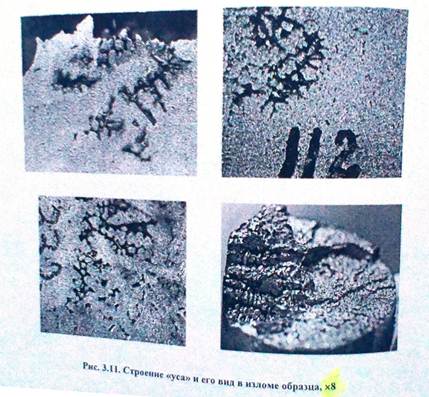
Рис.3.9, 3.10, 3,11
Чем мельче поперечник уса и меньше междефектные расстояния, тем ниже механические свойства литого металла. Диапазон скоростей затвердевания этих рассеянных усов 1,5 – 3 мм/мин. Для фасонных отливок рекомендуются скорости затвердевания менее 1.5 мм/мин, если невозможно обеспечить скорость более 3 мм/мин..








