2015-04-01
2015-04-01 3821
3821Технологии окраски различных типов вагонов имеют существенные различия, но основные операции; подготовка поверхности, грунтовка, шпатлевание и шлифование загрунтованных поверхностей, послойное нанесение лакокрасочных покрытий, сушка после нанесения каждого слоя являются обязательными для всех типов вагонов.
Качество окрашивания напрямую зависит от качества подготовки поверхности, применения перспективных лакокрасочных материалов и выбора оборудования для всех технологических операций.
При подготовке поверхности под окраску как на вагоностроительных, так и на вагоноремонтных предприятиях наиболее широкое применение получила дробеструйная обработка, которая обеспечивает высокое качество очистки от ржавчины, окалины и разрушающегося лакокрасочного покрытия. К этому следует добавить относительную простоту и универсальность дробеструйного оборудования. В основном это механизированные установки и механизированный инструмент, которые имеют невысокую производительность. В связи с этим встала необходимость внедрения оборудования, обеспечивающего увеличение производительности труда, улучшение условий труда, отвечающего экологическим требованиям и разрешающего проблему сбора, регенерации и утилизации дроби. Это высокомеханизированные и автоматизированные дробеструйные комплексы, которые успешно эксплуатируются на вагоностроительных и вагоноремонтных заводах. В вагонных депо использование автоматизированных установок целесообразно при окраске более шести вагонов в сутки. На рис. приведены общие виды дробеструйных установок. Каждая из них представляет собой камеру, оснащенную системами дробеобращения, включающими дробеструйными аппаратами непрерывного действия, элеватора, сепаратора, бункера. В установке имеется зона сбора дроби с расположенными в ней скребковыми конвейерами. Камеры оснащены системами освещения и вентиляции, также в них предусмотрены площадки для операторов
Для механизации и автоматизации процесса нанесения лакокрасочных покрытий используются различные виды технологического оборудования в том числе манипуляторы и роботы, имеющие прецизионное микропроцессорное управление и широкую гамму различных программ. Окрасочные роботы предназначены для работы с различными лакокрасочными материалами.
Так, робот-манипулятор ZА 02 позволяет производить окраску изделий в автоматическом режиме в широком диапазоне скоростей перемещения и габаритов изделий. Грузоподъемность робота 50 кг. Он оснащен системой направляющих и осевой кареткой.
Робот используется для нанесение покрытия с помощью автоматических пистолетов. Каретка робота перемещается в перпендикулярном направлении по колонне. Рабочие параметры (длина хода и скорость) задаются посредством блока управления.
Окрасочный манипулятор (рис.) грузоподъёмностью до 30 кг применяется для окраски несложных деталей. Он позволяет изменять высоту подъёма пистолетов и обеспечивает их перемещения по двум координатным осям. Привод манипулятора позволяет изменять скорости перемещения пистолетов от 0,01 до 0,6 м/c.

 |
Рис. Общие виды дробеструйных установок
Рис. Окрасочный манипулятор
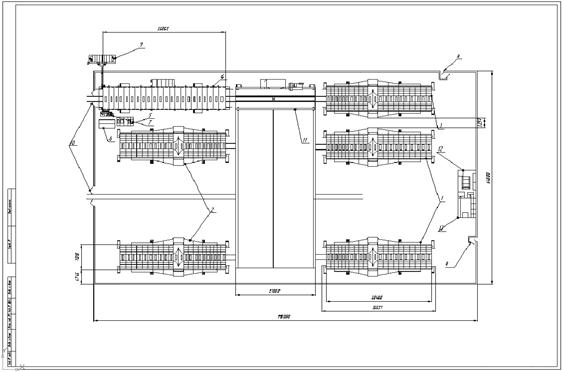
Для автоматизации процесса нанесения окрасочных материалов на боковые стены грузовых вагонов различных типов на конвейерной линии Крюковского вагоностроительного завода смонтированы специализированные установки, с помощью которых окрасочные материалы различного назначения наносятся методом безвоздушного распыления. Установка состоит из манипулятора и аппаратуры для безвоздушного распыления с двумя окрасочными пистолетами, смонтированными на руке манипулятора (рис.).
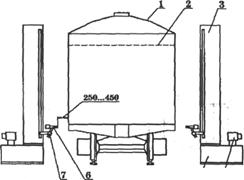
Рис. 4-58. Схема автоматической окраски боковых стен грузовых вагонов
1-цементовоз; 2 -полувагон; 3-манипулятор; 4-установка безвоздушного распыления; 5- основание манипулятора; 6 –краскопульт; 7 –рука манипулятора
Автоматизированный комплекс работает следующим образом.
При подаче изделия в зону действия манипуляторов в пульт управления поступает сигнал о наличии вагона на позиции окрашивания. Поднимается рычаг устройства, определяющего тип вагона, и в зависимости от этого срабатывают бесконтактные переключатели, обеспечивающие размер хода вертикального перемещения краскопультов. Автоматически включаются приводы кареток манипуляторов, и происходит окрашивание вагона путем наложения параллельных полос. Окраска изделий производится при одновременном движении краскораспылителей и окрашиваемого изделия по конвейеру. Краска наносится при движении краскораспылителей сверху вниз.
На вагоностроительных и вагоноремонтных предприятиях внедряются автоматизированные окрасочно-сушильнве камеры. Общие виды некоторых из них приведены на рис..
Рис. Общие виды окрасочно-сушильных установок
В пассажирском вагонном депо С.-Петербург Московский (ВЧД-8) внедрен и эксплуатируется дробеструйно – окрасочный комплекс.
Производство малярных работ и ремонт кузова на комплексе осуществляется по поточному технологическому циклу на 3 позициях (в 4 камерах) и отвечает требованиям промышленной санитарии и экономическим требованиям.
Система дробеструйной очистки разработана, изготовлена и предназначена для:
- удаления толстых слоев (более 2 мм) старого лакокрасочного покрытия на кузовах вагонов, образующихся при окрашиваний в процессе их ремонта на заводах и в депо;
- очистке должны подвергаться кузова пассажирских вагонов из углеродистой (сталь 15КП, Ст3) и нержавеющей сталей; толщиной металла 2,5-3 мм;
- создания оптимальной шероховатости поверхности, обеспечивающей высокую адгезию лакокрасочного покрытия;
- удаления окалины и ржавчины с окрашиваемой поверхности кузовов пассажирских вагонов;
- подготовки под окраску наружных и внутренних (при необходимости) поверхностей включая боковые поверхности, крышу, торцы и низ вагона;
- обеспечения производительности не менее 1 вагона в течении не более 6 часов.
Дробь в дробеструйном аппарате используется многократно. Отработанная дробь через решетки пола попадает на шнековый конвейер, затем подается в накопительный бункер, где за счет сжатого воздуха происходит разделение ее на фракции. Тяжелая фракция (рабочая дробь) поступает в рабочую камеру на повторное использование; мелкая фракция остается в бункере и собирается в тележке для последующего удаления. Самая мелкая фракция (пыль) оседает в фильтрах, которые периодически очищаются.
Окрасочно-грунтовочные камеры предназначены для грунтования, шпатлевочно-шлифовочных работ, окрашивания пассажирских вагонов различными лакокрасочными материалами включая, пентафталевые, двухкомпонентные полиуретановые краски и эпоксидные грунты, их сушки и обеспечения безопасных условий работы при их нанесении.
Окрашивание вагонов может производится различными системами:
-нанесения грунтов и окрашивания вагона и подвагонного оборудования с применением безвоздушной окрасочной системы.
-окрашивания вагона установками комбинированного распыления.
Температура внутри окрасочной камеры поддерживается в диапазоне 18-20ºС при условии температуры в здании не менее 5ºС. В режиме сушки температура воздуха в камере будет не менее 60ºС.