 2015-04-01
2015-04-01 2167
2167Технологический процесс изготовления зенкера с коническим
хвостовиком сварной конструкции в условиях единичного производства
1.Заготовительная. Отрезать заготовку рабочей части.
2.Заготовительная. Отрезать заготовку хвостовика.
3.Токарная. Подрезать торец рабочей части.
4.Токарная. Подрезать торец хвостовой части.
5.Галтовочная. Очистить заготовку в галтовочном барабане.
6.Токарная. Обточить ступень под сварку.
7.Заготовительная. Сварить заготовки встык.
8.Отжечь заготовку после сварки.
9.Рихтовать заготовку.
10.Дробеструйная. Очистить заготовку от окалины.
11.Токарная. Обточить сварной шов.
12.Токарная. Подрезать торцы, центровать с двух сторон.
13.Токарная. Обточить рабочую часть предварительно, шейку начисто, фаску и заборный конус, обточить конус Морзе.
14.Фрезерная. Фрезеровать лапку.
15.Фрезерная. Фрезеровать зубья по цилиндру.
16.Фрезерная. Фрезеровать затыльную поверхность.
17.Слесарная. Зачистить заусенцы после фрезерования.
18.Клеймильная. Маркировать зенкер.
19.Термическая. Закалить зенкер.
20.Рихтовать зенкер.
21.Очистить от окалины.
22.Слесарная. Зачистить центра.
23.Шлифовальная. Шлифовать канавки
24.Шлифовальная. Полировать канавки.
25.Шлифовальная. Шлифовать конус Морзе.
26.Шлифовальная. Шлифовать рабочую часть.
27.Шлифовальная. Шлифовать заборный конус.
28.Заточная. Заточить зенкер по передней поверхности.
29.Заточная. Заточить зенкер по задней поверхности.
30Шлифовальная. Шлифовать задние поверхности зубьев.
31.Контрольная. Контроль всех параметров инструмента.
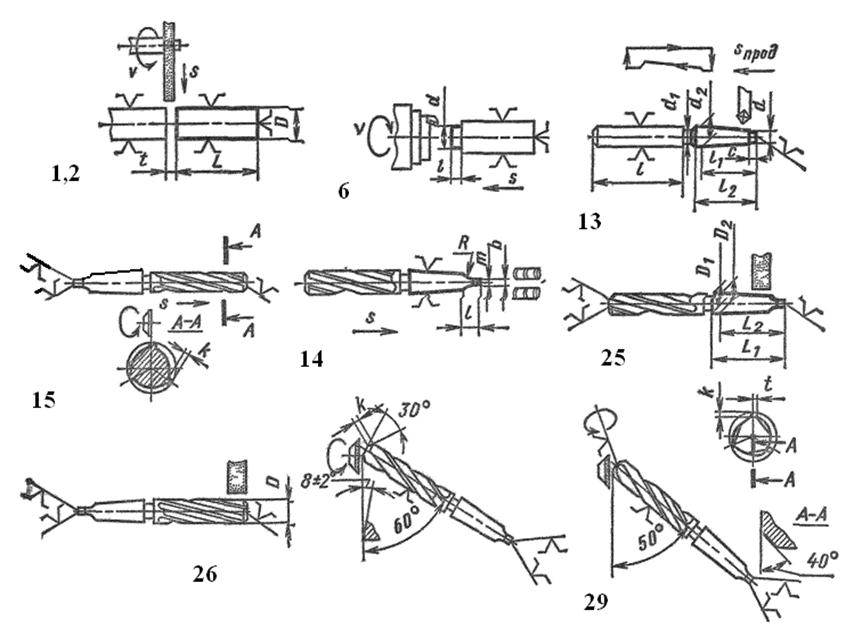
Рисунок 3.1 – Эскизы к технологическому процессу обработки хвостового зенкера
Технологический процесс изготовления насадной цельной развёртки
в условиях массового производства
1.Заготовительная. Отрезать заготовку.
2.Токарная. Центровать торец, сверлить отверстие, проточить предварительно наружную поверхность.
3.Токарная. Развернуть конусное отверстие предварительно, предварительно проточить ступень.
4.Токарная. Проточить наружную поверхность предварительно.
5.Токарная. Подрезать торец предварительно и окончательно.
6.Токарная. Проточить наружную поверхность окончательно.
7.Токарная. Снять фаску, развернуть отверстие окончательно, обработать фаску в отверстии.
8.Токарная. Проточить наружную поверхность окончательно, снять фаску, обработать фаску в отверстии.
9.Токарная. Расточить выточку в отверстии.
10.Фрезерная. Фрезеровать шпоночный паз.
11.Фрезерная. Фрезеровать стружечные канавки.
12.Зачистить заусенцы и снять фаски на рёбрах шпоночного паза.
13.Клеймильная. Маркировать развёртку.
14.Термическая. Закалить и отпустить развёртку.
15.Выварить, травить и промыть развёртку.
16.Дробеструйная обработка. Очистить развёртку.
17.Шлифовальная. Шлифовать отверстие.
18.Шлифовальная. Шлифовать по наружнему диаметру предварительно и окончательно.
19.Заточная. Заточить передние поверхности зубьев.
20.Заточная. Заточить задние поверхности зубьев на калибрующей части и на заборном конусе.
21.Шлифовальная. Шлифовать обратный конус на калибрующей части.
22.Шлифовальная. Шлифовать зубья развёртки по наружнему диаметру.
23.Промыть, сушить, цианировать, охладить, выварить, промыть, пассивировать.
24.Контроль всех параметров.
25.Испытать на работоспособность.
26.Провести антикоррозионную обработку.
27.Упаковать.
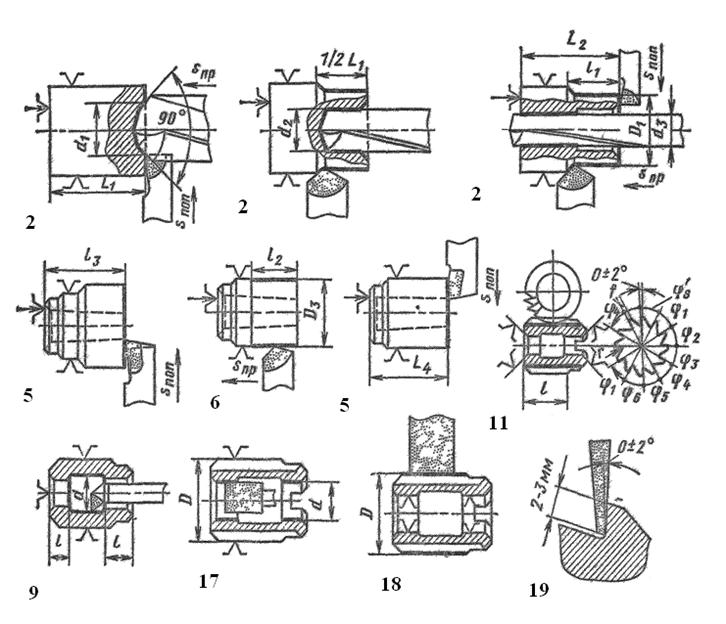
Рисунок 3.2 – Эскизы к технологическому процессу обработки насадной развёртки
Технологический процесс изготовления червячной
цельной зуборезной фрезы из быстрорежущей стали
в условиях среднесерийного производства
1.Заготовительная. Отрезать заготовку.
2.Кузнечная. Отковать заготовку.
3.Термическая. Отжечь заготовку.
4.Галтовочная. Очистить заготовку в галтовочном барабане.
5.Токарная. Подрезать торец, сверлить отверстие, рассверлить отверстие, обточить наружную поверхность.
6.Токарная. Подрезать другой торец, обточить оставшуюся часть наружной поверхности.
7.Токарная. Подрезать торец, расточить отверстие и выточку, снять фаску, развернуть отверстие.
8.Токарная. Подрезать другой торец, снять фаску.
9.Токарная. Обточить наружную поверхность, обточить буртик с образованием радиуса и снять фаски с одной стороны.
10.Токарная. Обточить буртик с образованием радиуса и снять фаски с другой стороны.
11.Протянуть шпоночный паз.
12.Протянуть отверстие.
13.Слесарная. Зачистить заусенцы и снять фаски на торцах шпоночного паза.
14.Фрезерная. Нарезать червяк.
15.Фрезерная. Фрезеровать канавки по цилиндру.
16.Слесарная. Зачистить заусенцы после фрезерования.
17.Маркировочная. Клеймить.
18.Термическая. Нормализовать.
19.Дробеструйная. Очистить от окалины.
20.Шлифовальная. Шлифовать отверстие предварительно.
21.Шлифовальная. Шлифовать торец предварительно с одной стороны.
22.Шлифовальная. Шлифовать торец предварительно с другой стороны.
23.Заточная. Заточить переднюю поверхность предварительно.
24.Токарная. Затыловать профиль зубьев.
25.Фрезерная. Срезать неполную нитку зубьев с одной стороны.
26.Фрезерная. Срезать неполную нитку зубьев с другом стороны.
27.Термическая. Закалить.
28.Дробеструйная. Очистить от окалины.
29.Шлифовальная. Шлифовать отверстие.
30.Доводочная. Довести отверстие.
31.Шлифовальная. Шлифовать буртик с радиусом и торец буртика с одной стороны.
32.Шлифовальная. Шлифовать буртик с радиусом и торец буртика с другой стороны.
33.Заточная. Заточить передние поверхности зубьев.
34.Шлифовальная. Шлифовать профиль зубьев.
35.Контрольная. Испытать фрезу нарезкой зубьев на кольце.
Рисунок 3.3 – Эскизы к технологическому процессу изготовления червячной фрезы
Технологический процесс изготовления дискового цельного
зуборезного долбяка из быстрорежущей стали
в условиях единичного производства
1.Заготовительная. Отрезать заготовку.
2.Кузнечная. Отковать заготовку.
3.Термическая. Отжечь заготовку.
4.Галтовочная. Очистить заготовку в галтовочном барабане.
5.Токарная. Подрезать торец, сверлить отверстие, обточить наружный диаметр до кулачков.
6.Токарная. Подрезать другой торец, обточить оставшуюся часть наружного диаметра.
7.Токарная. Подрезать торец, расточить отверстие и выточку, проточить кольцевую канавку, расточить канавку в выточке, обточить конус под углом 5°, снять фаску в отверстии.
8.Токарная. Подрезать другой торец, снять фаску по отверстию, обточить конус.
9.Токарная. Обточить наружный диаметр на конус под углом 6°.
10.Фрезерная. Фрезеровать профиль зубьев.
11.Слесарная. Снять заусенцы.
12.Термическая. Закалить.
13.Дробеструйная. Очистить от окалины.
14.Шлифовальная. Шлифовать зубья по передней поверхности.
15.Шлифовальная. Шлифовать опорный торец.
16.Размагнитить.
17.Притирочная. Притереть опорный торец.
18.Шлифовальная. Шлифовать отверстие.
19.Шлифовальная. Шлифовать внутренний торец.
20.Доводочная. Довести отверстие.
21.Доводочная. Довести внутренний торец.
22.Шлифовальная. Шлифовать передний угол предварительно.
23.Шлифовальная. Шлифовать задний угол предварительно.
24.Шлифовальная. Шлифовать профиль зубьев предварительно.
25.Шлифовальная. Шлифовать профиль зубьев окончательно.
26.Шлифовальная. Шлифовать задний угол окончательно.
27.Шлифовальная. Снять фаски на вершине зубьев.
28.Маркировочная. Клеймить.
29.Полировальная. Полировать профиль зубьев и опорных торец.
30.Шлифовальная. Шлифовать передний угол окончательно.
31.Шлифовать скос окончательно.
32.Контроль.
33.Антикоррозийная обработка.
34.Упаковать.
Рисунок 3.4 – Эскизы к технологическому процессу изготовления дискового долбяка








