 2015-04-30
2015-04-30 3841
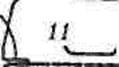
3841Основные элементы развертки складных коробок показаны на рис. 8.21. Все элементы можно условно разделить на главные и вспомогательные. К главным элементам складных коробок относят лицевую 1, заднюю 3, боковые 2 и 4 стороны (панели), а также верхнюю 8 и нижние 18 и 20 стороны (панели). На них наносят текстовую и изобразительную информацию. Вспомогательные элементы служат для крепления и фиксации основных элементов коробок. К ним относят склеиваемый клапан 5, верхние боковые клапаны 9 и 10, верхний лицевой клапан 11 и нижние боковые клапаны 19 я 21.
Система нижних боковых клапанов и нижних сторон образует дно коробки. Нижние стороны могут быть приклеены друг к другу или скрепляться различными замковыми затворами. На рис. 8.21 показан пример одной из конструкций затвора. В нижней стороне 20 выполнены прорези 23 специального профиля, в которые вставляются запирающие язычки 22 нижней стороны 18.
Глава 8
 |
| рV |
 |
14
Рис. 8.21. Основные элементы развертки складных коробок
Верхние боковые клапаны 9и 10 совместно с верхней стороной 8 и верхним лицевым клапаном 13 образуют крышку коробки. Крышка может быть приклеенной или многократно открывающейся с фиксацией разнообразными замковыми затворами. Замки выполняются преимущественно на верхнем лицевом клапане 11 в виде вырезов 12, прорезей 13. В них входят и выполняют роль затворов либо верхние боковые кла-паны^и 10, либо язычки 17 на задней стороне ^.Повышают прочность и надежность замков плечи 15 верхнего лицевого клапана. Для удобства сборки крышки верхний лицевой клапан 11 имеет конусную за-ходную часть 14, а в основании верхних боковых клапанов 9н10 вырезаны специальные компенсаторы 16. Если изготовление складной коробки завершается процессом склеивания продольного шва по склеиваемому клапану 5, то складывание (фальцовку) коробки осуществляют по двум линиям биговки 7 или 6.
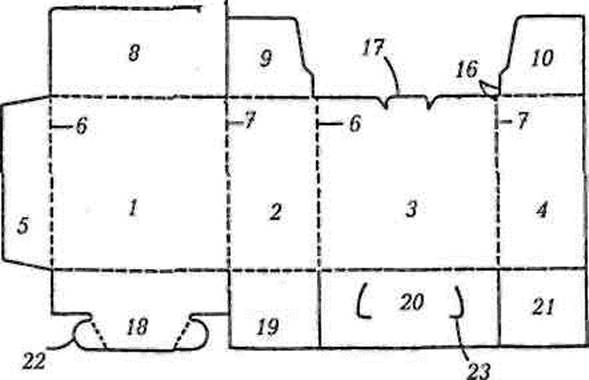
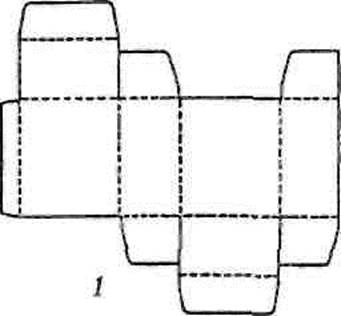
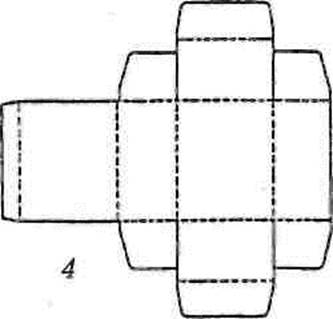
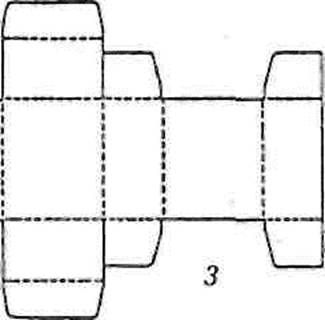
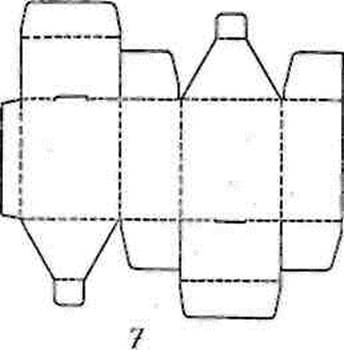
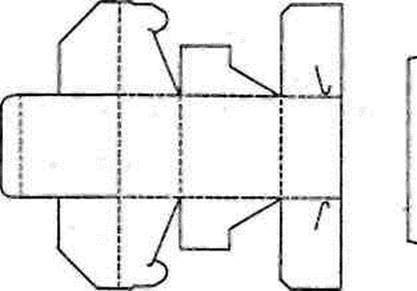
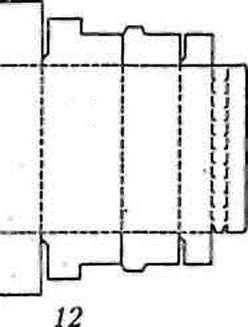
Различные геометрические формы главных и вспомогательных элементов определяют многообразие конструкций складных коробок. Некоторые популярные в США развертки складных коробок приведены на рис. 8.22.
Затворные клапаны дна и крышки могут иметь различную конструкцию, соединяться встык, внахлестку, замками-затворами, приклеиванием. По размерам клапаны могут быть разновеликими, одинаковыми или с одним удлиненным наружным клапаном. Дно и крышка могут формироваться из трех или четырех клапанов (рис. 8.23).
Верхняя (см. поз. 8 рис. 8.21) и нижняя панели затворных клапанов могут начинаться либо от разноименных сторон (лицевой и задней, поз.
Конструирование тары из картона и гофрокартона
 |
 |
 |
 |
 |
| г- | [ * 1 ■ • 1» | ! 1 1 (1 !: | 1! 1) ! | 1 1 * |
Рис. 8.22. Некоторые виды разверток складных коробок США:
1 — обратное сворачивание; 2 — складное дно; 3 — стиль аэроплана;
4 — прямое сворачивание; 5 — со склеиваемым дном; в — скобяное дно;
7 — с замками типа «конверт»; 8 — с язычками для склеивания дна и крышки;
9 — стиль «взломщика»; 10 — со склеиваемым дном и открывающейся крышкой;
11 — с отрывным верхом; 12 — для мороженого
1 и 6 рис. 8.22, а), либо от какой-то одной стороны (поз. 3У 4 рис. 8.22, а). Первый вариант экономически более выгодный, поскольку при позиционировании индивидуальных разверток на листе выбранного формата картона позволяет получить максимальный коэффициент использования материала. Но этот фактор не всегда имеет решающее значе
Глава 8
 |
8
 |
10
 |
 1С13Д___
1С13Д___
Л~Л
11
Окончание рис. 8.22
ние. С точки зрения дизайна предпочтительнее вариант, когда обе панели начинаются от лицевой стороны.
Выбор конструкции дна и крышки зависит от многих факторов: вида упаковываемого продукта, его веса, особенностей технологии упаковывания и других этапов жизненного цикла, включая особенности потребления продукции.
| Конструирование тары из картона и гофрокартона 305 |
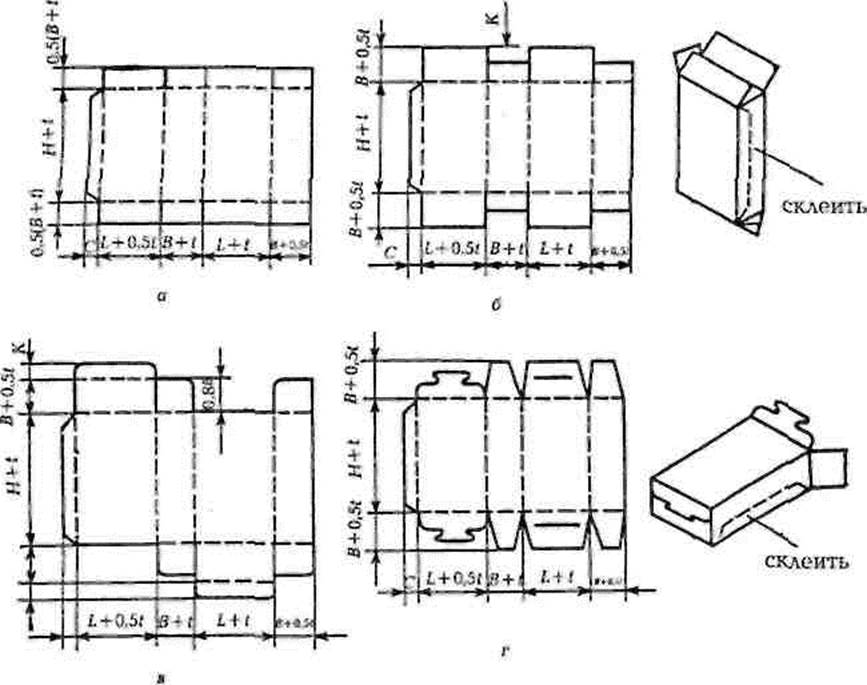
Рис. 823. Складные коробки с четырех- (а, б, г) и трехклаианным (в) дном и крышкой: С — припуск на сгиб по линии биговки; с — ширина склеиваемого клапана;
к — размер, принимаемый конструктивно
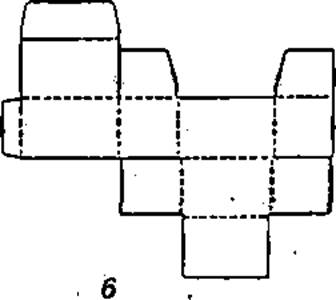
При упаковывании мелких гранулированных или порошкообразных продуктов целесообразно применять для крышки и дна закрывающиеся внахлест и склеиваемые по кромкам пары верхних 6 и 7и нижних 8 и 9 (рис. 8.24) панелей. Величина панелей равна ширине коробки. Боковые клапаны 10-13 прямоугольной формы являются противопыльными. Такая конструкция обеспечивает максимальную площадь склеивания и герметичность клеевых швов.
При упаковывании крупных продуктов, для которых герметичность и прочность дна и крышки не являются решающими факторами, запорные панели и боковые клапаны могут быть урезаны с целью экономии картона. Возможны два варианта конструктивного решения. Либо все панели и боковые клапаны урезаны до размера, несколько меньшего ширины коробки, либо внутренняя панель 5 и боковые клапаны 12 и 13 урезаны, а наружная панель 8 выполнена на всю ширину коробки, как показано для дна на рис. 8.24.
Предохранение заполненной товаром складной коробки от случайного раскрытия обеспечивают специальными типами затворов: заклеиваемого, вставного или шлицевого.
Глава 8
В
В
10
11
ср
3
\
12
8
13
Рис. 824. Раскрой складной коробки для гранулированных
и порошкообразных продуктов
Высокую надежность, удобство при хранении и потреблении имеет конструкция заклеиваемого затвора с отрывной полоской для вскрытия (рис. 8.25). На внешней панели затвора выполняют перфорацию для отрывной полоски. Внутренняя панель имеет вставной клапан. После заполнения продуктом складывают боковые клапаны, закрывают и приклеивают внутреннюю панель. Вскрытие производят после отрывания полоски. За счет вставного клапана на внутренней панели можно осуществить многократное открывание и закрывание крышки.
 |
 |
 |
| ....гу=с |
г
Рис. 8.25. Заклеиваемый затвор с отрывной полоской для вскрытия
Конструирование тары из картона и гофрокартона
Ширина клеевой полосы зависит от применяемого вида оборудования и обычно составляет около 3 мм.
Вставные затворы могут быть выполнены с приклеиванием вставного клапана, с заклеиванием этикетками, марками и другими способами, а также без приклеивания вставного клапана.
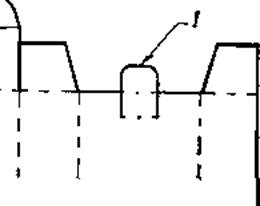
Высота вставного клапана к зависит от размеров и формы коробки, но обычно составляет не менее 20 мм. Для обеспечения трения с боковыми клапанами 8 и 9 на вставном клапане 7предусматривают плечико 1 (рис. 8.26). С целью облегчения сборки коробки вставные клапаны обычно имеют закругленные углы радиусом Я} а боковые клапаны 8 и 9 уменьшены на величину 5, равную толщине картона.
 |
 |
■с
10
Рис. 8.26. Конструктивные особенности выполнения клапанов складных коробок
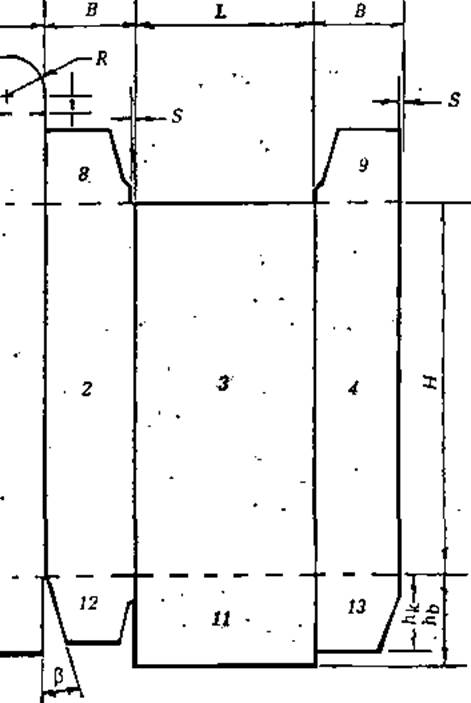
В случае выполнения коробки с дном из закрывающихся внахлест панелей 10 и 11 внутренняя запорная панель 10 должна иметь высоту А меньше, чем у внешней запорной панели 11 Нь. Если не требуется максимальной площади приклеивания, боковые клапаны выполняют скошенными под углом (3=15°. Скос может начинаться от корпуса коробки или после небольшого запорного плечика (на клапане поз. 12 показаны оба этих варианта). Такое исполнение боковых клапанов облегчает
308 _____________________________________________________ Глава 8
сборку коробки в высокоскоростных машинах. Для механизированной сборки коробок в объемную конструкцию высота боковых клапанов кк должна быть меньше высоты запорных панелей Нс и кь. Высоту внешней запорной панели Нь обычно принимают несколько меньше ширины коробки В для исключения ее выступания за края коробки. С этой же целью уменьшают размер правой боковой панели 4 примерно на 0,8 мм. Склеиваемый клапан обычно выполняют скошенным под углом а ■ ■10+15°. Его ширина на маленьких коробках составляет 10 мм, при меньшей ширине могут возникать трудности с процессом склеивания; на больших коробках ее определяют по соотношению
С -(0,25-0,30)5.
Максимальная ширина склеиваемого клапана не должна превышать 25 мм.
Если содержимым коробки приходится пользоваться многократно, а также в случаях групповой упаковки, или когда продавец, желая показать товар покупателю, раскрывает коробку, а затем вновь закрывает — в конструкции коробок применяют бесклеевые вставные или шлице-вые (грейферные) затворы.
Конструкция вставного затвора со шлицевыми прорезями показана на рис. 8.27. Длину вставного клапана, как правило, уменьшают на двойную толщину картона или на 1,6 мм (по 0,8 мм с каждой стороны). Цифрами на рис. 8.27 показаны:
1 — уменьшение размеров запорной панели с прорезями;
2 — уменьшение длины вставного клапана;
3 — уменьшение размеров боковых клапанов;
| 1 | в | |||
| 1-+ | / —* | |||
| •с; | К | л | ||
| * | • И" | |||
| ад | . ^ | •*-з 1 1 |
I I
Рис. 827, Конструкция складного затвора со щелевыми прорезями
Конструирование тары из картона и гофрокартона
4 — вторичный скос боковых клапанов (обычно на 15°);
5 — первичный скос боковых клапанов (обычно 45°);
6 — плечико вставного клапана (обычно 6 мм);
7 — плечико бокового клапана (обычно 6 мм);
8 — щелевые прорези (обычно 10 мм для небольших картонных коробок).
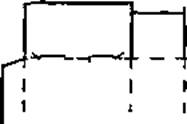
Шлицевые (грейферные) затворы с удлиненными язычками, вставляемыми в соответствующие прорези верхней панели (рис. 8.28), обеспечивают дополнительную надежность фиксации верхней панели и повышают прочность дна при наличии тяжелого груза. Для длинных коробок применяют конструкции затворов с двумя язычками (рис. 8.29).
 |
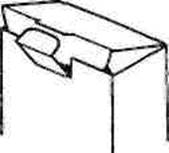 |
Рис. 8.28. Конструкция шлицсвого (грейферного) затвора с удлиненным языком 1
 ■О-Оч
■О-Оч

Рис. 8.29. Шлицсвой затвор с двумя язычками
Существуют конструкции складных коробок с донным самозатвором (рис. 8.30). Сборку этого дна осуществляют в такой последовательности. Сначала закрывают внутреннюю панель (поз. 1). Затем складывают боковые клапаны (поз. 2). После этого закрывают внешнюю панель, причем ее заходный язычок длиной Г заводят под внутреннюю панель (поз. 3).
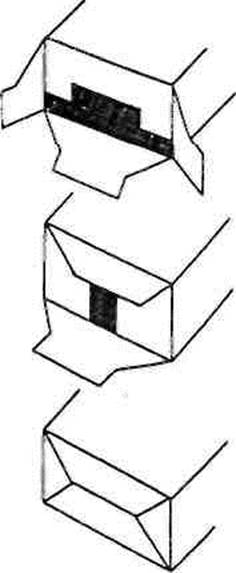
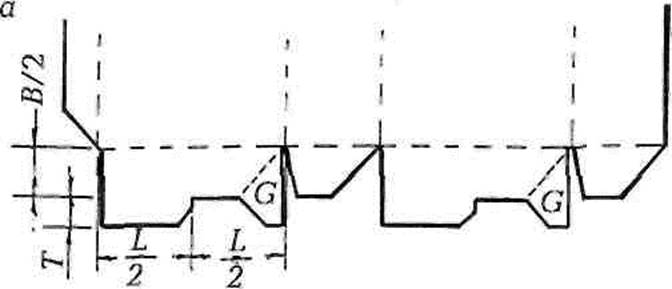
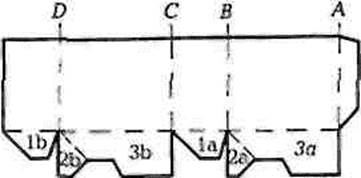
Особенно удобна для автоматизированного процесса упаковывания конструкция автоматически складывающегося дна (рис. 8.31). Эффект автоматически складывающегося дна при формировании объемной коробки из сложенной заготовки обеспечен особенностями конструкции раскроя дна, а также последовательностью операций при фальцевании и склеивании плоской заготовки. Сначала фальцуют боковые клапаны 1а и 1Ь (поз. 2). Затем в обратную сторону фальцуют участки нижних
Глава 8
 |
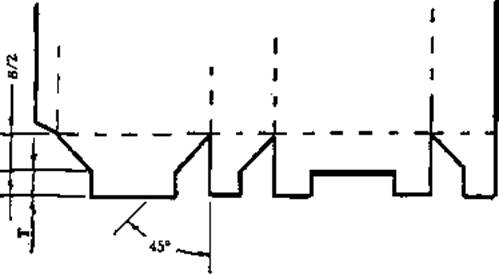 |
Рис. 8.30. Конструкция лонного самозатвора
панелей 2а и 2Ь (поз. 3). После фальцевания самих нижних панелей их отогнутые участки 2а и 2Ь оказываются снаружи (поз. 4). Сначала на них (поз. 5), а затем и на склеиваемый клапан (поз. б) наносят клей. На последней стадии заготовку фальцуют по осям ВиОи прикладывают давление для соединения по клеевым швам (поз. 7).
Конструирование тары из картона и гофрокартона
 |
I
 |
 | |||
 | |||
 |
АлГЛАлГЛ,
ГТГ1
АлГЛАяГЛ
Рис. 8.31. Конструкция автоматически складывающегося дна (а) и последовательность
его фальцовки и склеивания (6*)
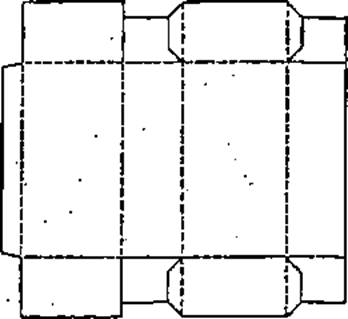
В качестве примера на рис. 8.32-8.34 приведены типовые конструктивные решения складных коробок с трехклапанным дном и крышкой (рис. 8.32), с трехклапаннои крышкой и донным самозатвором (рис. 8.33) и с трехклапаннои крышкой и автоматически складывающимся дном (рис. 8.34).
Существующие затворные устройства дна и крышек создают необходимую прочность, жесткость и плотность складных коробок, но не обеспечивают герметичность и ароматонепроницаемость. Для упаковывания продукции, требующей обеспечения таких качеств, применяют
Глава 8
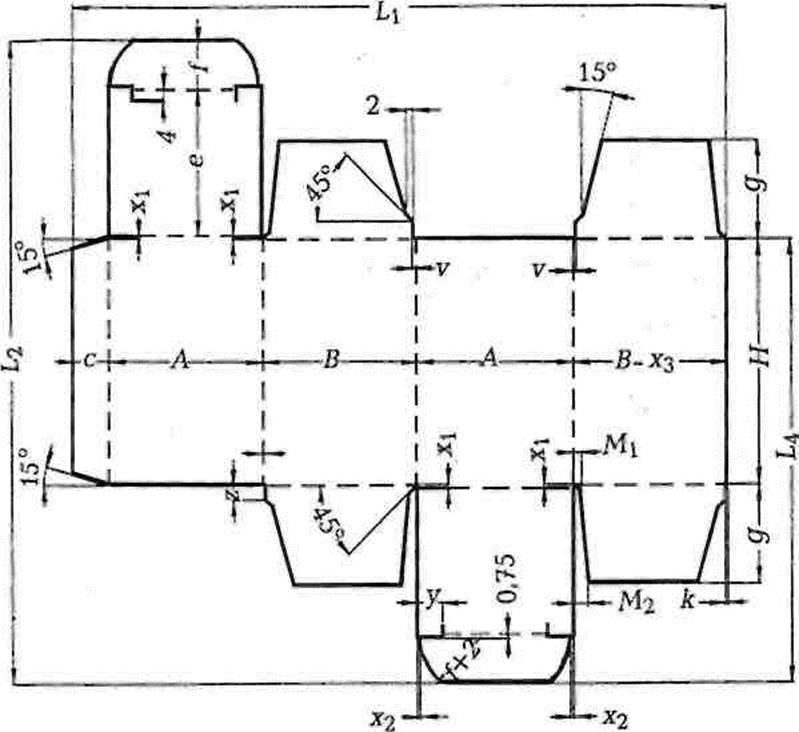 |
Рис. 8.32. Конструкция развертки складной коробки с трехклананным дном и крышкой
Пример: для коробок с размерами Л - 40 мм; В - 30 мм; И = 100 мм
М|-3;М2-5;/-17;с-10|5
Г,-0,5 *з"0'5 М1-2.5 в-0,75 у-7
х2 - 0,7
*-0,5 М2-4 е-В-1,5 2-5 В"**^**
внутренние пакеты из различных материалов. При необходимости после заклеивания клапанов складные коробки снаружи обертывают полимерными пленками с последующей сваркой швов.








