 2015-04-30
2015-04-30 2410
2410Напряжения и деформации можно уменьшить следующими мероприятиями:
предотвращение возникновения напряжений и деформаций;
снятие возникших напряжений и исправление деформаций.
К мероприятиям первой группы относятся технологические приемы сварки, сборки конструкций перед сваркой, применение методов обратной деформации, уравновешивание деформаций, выбор рациональной технологии сварки.
Выполнение указанных мероприятии зависит от рационального проектирования конструкции, ее технологичности и от применяемых материалов.
Второй группой мероприятий являются технологические приемы правки отдельных узлов и всей конструкции, термическая и механическая обработка швов и конструкции.
Технологичность конструкции означает, что при ее разработке изделие комплектуют из отдельныхсварных узлов и подузлов с целью уменьшения сварочных напряжений и деформаций.
В отдельных сварных узлах должны предусматриваться сварные швы с наименьшим объемом наплавленного металла, при этом в местах, подвергающихся растяжению, ударным и вибрационным нагрузкам, не следует допускать концентрации и пересечений сварных швов. Не нужно допускать применения различных вставок, косынок и накладок, создающих замкнутые контуры, а также резких переходов сечений швов. Должны предусматриваться стыковые соединения как наиболее технологичные. Швы прерывистые большого сечения нужно заменять на сплошные меньшего сечения.
Рациональная технология сборки частей конструкции под сварку должна предусматривать технологические приемы соединения частей конструкции таким образом, чтобы после сварочныхработ напряжения и деформации в конструкции были минимальными. Для этого производится разбивка конструкции на узлы с наименьшей концентрацией сварных швов, сборка конструкции с обратным прогибом или обратной деформацией (рис. 17).
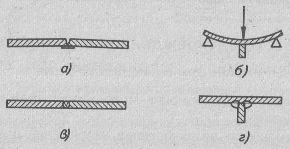
Рис. 17. Методы подготовки конструкции к сварке:
а — обратный прогиб; б — обратная деформация; в и г — конструкции после сварки
Технология сварки должна предусматривать рациональный порядок наложения швов по длине и сечению, выбор необходимых типов электродов и тепловых режимов, дающих наиболее пластичный наплавленный металл.
Режим сварки должен выбираться в зависимости от свойств свариваемого металла, атмосферных условий и конструкции свариваемого изделия. При изготовлении листовых, цилиндрических конструкций и балок необходимо производить сварку таким образом, чтобы было минимальным количество швов, создающих жесткие контуры в конструкции, и сваривать их нужно в последнюю очередь. При этом Сначала сваривают все поперечные швы подузлов, а потом соединяют подузлы продольными или кольцевыми швами в сварную конструкцию.
Способ уравновешивания деформаций заключается в том, что технологией определяется последовательность наложения швов для уменьшения суммарной деформации.
При сварке сталей, способных к закалке, и сварке при низких температурах можно применять предварительный или сопутствующий нагрев околошовной зоны или всего изделия. Температура нагрева определяется свойствами свариваемых металлов.
Снятие возникших напряжений в сварном изделии и исправление деформаций производятся после окончания сварочных работ.
Для этого можно применять различные механические способы: послойная проковка сварныхшвов тупым зубилом, холодная и горячая правка сварных изделий домкратами, прессами и молотами, кувалдой.
При горячей правке нагрев может производиться сварочными горелками по выпуклой стороне изделия до температуры пластического состояния.
Устранение внутренних напряжений в сварной конструкции осуществляется различными способами термической обработки.
Способами термической обработки являются полный отжиг, нормализация, низкий отжиг или высокий отпуск.
Термическая обработка предназначена для термической правки, когда происходит уравновешивание деформаций путем создания в конструкции внутренних напряжений, компенсирующих первоначальные напряжения, вызвавшие деформацию.
Термическая обработка предназначена также для обеспечения необходимых качеств сварныхсоединений, выполненных из высокоуглеродистых и легированных сталей со склонностью к образованию закалочных зон вблизи сварного шва и при большой толщине свариваемых деталей

