 2015-04-30
2015-04-30 1189
1189Теплота, выделяемая сварочным источником нагрева, распространяется на прилегающие ко шву участки основного металла. При нагреве и последующем остывании в этих участках изменяются структура и свойства металла. Участок основного металла, подвергающийся в процессе сварки нагреву до температуры, при которой происходят видимые или невидимые структурные изменения, называют зоной термического влияния (околошовной зоной). Наряду с тепловым воздействием основной металл околошовной зоны, как правило, претерпевает и пластическую деформацию.
Температура нагрева различных участков зоны термического влияния находится в пределах от точки плавления металла (у шва) до начальной температуры основного металла. Строение и размеры зоны термического влияния зависят от химического состава и теп-лофизических характеристик свариваемого материала, а также от термического цикла сварки.
Зона термического влияния является обязательным спутником шва при всех видах электрической сварки плавлением. Ширина ее изменяется в достаточно широких пределах в зависимости от способа и режима сварки, состава и толщины основного металла и ряда других факторов. Меньшая ширина зоны относится к условиям сварки, характеризуемым большим перепадом температур.
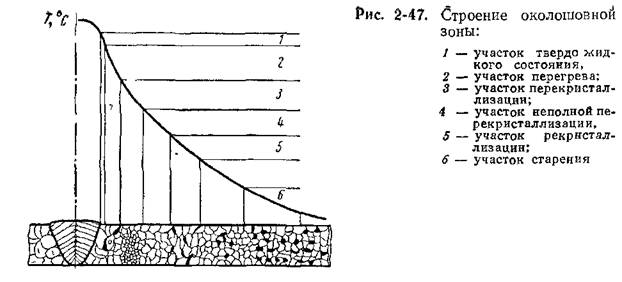 На рис. 2-47 приведена схема строения зоны термического влияния при сварке однослойного стыкового шва на конструкционных сталях. Рассмотрим на этом примере структурные превращения в околошовной зоне. Первый участок зоны примыкает непосредственно к металлу шва. Основной металл на этом участке находится в твердо-жидком состоянии. Здесь и происходит собственно сварка, т. е. формирование кристаллитов шва на частично оплавленных зернах основного металла. Участок имеет небольшую ширину. По своему составу и структуре он отличается от соседнего участка основного металла. За время контакта жидкой и твердой фаз в нем протекают диффузионные процессы и развивается химическая неоднородность.
На рис. 2-47 приведена схема строения зоны термического влияния при сварке однослойного стыкового шва на конструкционных сталях. Рассмотрим на этом примере структурные превращения в околошовной зоне. Первый участок зоны примыкает непосредственно к металлу шва. Основной металл на этом участке находится в твердо-жидком состоянии. Здесь и происходит собственно сварка, т. е. формирование кристаллитов шва на частично оплавленных зернах основного металла. Участок имеет небольшую ширину. По своему составу и структуре он отличается от соседнего участка основного металла. За время контакта жидкой и твердой фаз в нем протекают диффузионные процессы и развивается химическая неоднородность.
Совокупность первого участка околошовной зоны и пограничного участка металла шва именуют зоной сплавления или переходной зоной. Свойства переходной зоны оказывают подчас решающее влияние на работоспособность сварной конструкции. На этом участке часто образуются трещины, ножевая коррозия, усталостные разрушения при вибрационной нагрузке, хрупкие разрушения и т. п. Поэтому дальнейшее изучение свойств переходной зоны представляет первостепенный интерес. Ширина переходной зоны зависит от природы источника нагрева, теплофи-зических свойств, состава и толщины (до определенных пределов) основного металла, режима сварки и других факторов.
Второй участок околошовной зоны, получивший название участка перегрева (участка крупного зерна), включает металл, нагретый до температуры примерно 1200° С до температуры плавления. Металл на этом участке претерпевает аллотропические превращения. При нагреве сс-железо переходит в у-железо, причем в результате значительного перегрева происходит рост аусте-нитного зерна.
Характер вторичной структуры металла на этом участке зависит от его состава и термического цикла сварки. Например, при электрошлаковой сварке низкоуглеродистой стали образуется крупнозернистая видманштеттова структура. Обычно, особенно в тех случаях, когда перегрев сочетается с последующей закалкой, металл на втором участке околошовной зоны обладает худшими свойствами (меньшая пластичность, меньшая стойкость против перехода в хрупкое состояние), чем основной металл вне зоны термического влияния. Задача выбора рациональной технологии сварки сводится в первую очередь к обеспечению наименьшего ухудшения свойств металла на этом участке.
Третий участок околошовной зоны получил название участка перекристаллизации (нормализации). Он включает металл, приобретший в процессе нагрева полностью аустенитную структуру.
Четвертый участок околошовной зоны, получивший название участка неполной перекристаллизации, включает металл, нагретый от температуры, при которой во время нагрева начинаются аллотропические превращения (~720° С), до температуры около 880° С. Металл на этом участке подвергается только частичной перекристаллизации. Поэтому здесь наряду с зернами основного металла, не изменившимися в процессе сварки, присутствуют зерна, образовавшиеся при перекристаллизации. Изменения структуры металла на этом участке значительно меньше влияют на качество сварного соединения углеродистых конструкционных сталей, чем изменения, происходящие в первых трех участках.
На пятом участке околошовной зоны, именуемом участком старения при рекристаллизации, металл нагревается от температуры примерно 500° С до температуры несколько ниже температуры 720° С. Здесь происходит сращивание раздробленных при нагартовке (ковке, прокатке) зерен основного металла и некоторое разупрочнение его по сравнению с исходным состоянием. Снижение прочности наблюдается также при сварке основного металла, подвергшегося упрочняющей термообработке. На этом же участке околошовной зоны при сварке углеродистых конструкционных сталей с содержанием до 0,3% С при некоторых условиях наблюдается снижение пластичности и ударной вязкости и повышение прочности металла. Можно предположить, что это обусловливается старением после закалки и дисперсионным твердением.

