 2015-05-05
2015-05-05 5160
5160Цанговые зажимы применяют для установки по наружным и внутренним цилиндрическим поверхностям. При этом могут использоваться механизмы без осевого упора (прутковые автоматы) или с упором.
Цанги имеют различные конструкции [14], и представляют собой разрезные пружинные гильзы с лепестками, имеющими поверхности расположенные под углом α. Их изготавливают из высокоуглеродистой стали У10А и термически обрабатывают до твердости HRC 58-62 в местах губок и HRC 39 -45 в хвостовой части. Угол конуса 2α = 30°- 40°.
Цанги обеспечивают концентричность установки 0,02 – 0,05 мм. Базовую поверхность заготовок для закрепления в цангах следует обрабатывать по 6 – 9-му квалитету. При закреплении заготовки без осевого упора возможно ее смещение на величину

где α - угол наклона цанги; δ – зазор между цангой и заготовкой.
Рассмотрим цанговый механизм для установки заготовки без осевого упора (Рис. 5.30). Осевое усилие W, необходимое для зажима цанги, обеспечивающее усилие зажима Q определяется зависимостью [10]
 ,
,
Расчет выполняется с использованием закономерностей, рассмотренных при расчете зажимов в клиновых механизмах с углом подъема α (половина угла конуса цанги) и углом трения φ.
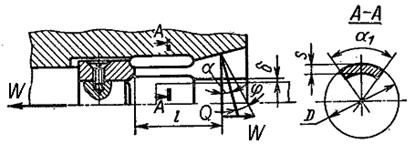
Рисунок 5.30 – Расчетная схема цанги без упора
Р1 – сила, сжимающая лепестки цанги до их соприкосновения с поверхностью заготовки
где Е – модуль упругости материала цанги; l - - расстояние от плоскости задела лепестка цанги до средины зажимающего конуса цанги; f – стрела прогиба лепестка (f = δ); δ – зазор между цангой и заготовкой (до начала зажима); z – число лепестков цанги; J – момент инерции в сечении заделанной части лепестка.
При установке заготовки в цангу с осевым упором в расчетную зависимость добавляется сила трения на поверхности контакта упора цанги с заготовкой с учетом угла трения в этом контакте φ 1
Тогда









