 2015-05-05
2015-05-05 2231
2231Черепицу изготовляют на прессах различных конструкций. Ленточную черепицу формуют на обыкновенных ленточных прессах с соответствующим мундштуком. Для производства черепицы с боковыми и поперечными закроями применяют штамповочные прессы — салазочные и револьверные; последние бывают кривошипные и эксцентриковые, из которых наиболее совершенны эксцентриковые.
Эксцентриковый револьверный пресс (рис. 128) имеет эксцентриковый прессующий механизм и пятигранный вращающийся барабан с формами. Кроме того, он оборудован устройствами для предварительного прессования валюшки, автоматической обрезки заусенцев и выводным транспортером.
Пресс имеет раму, в подшипниках которой установлен вал 13, получающий вращение от приводного вала 5 через зубчатые колеса 14 и 4...
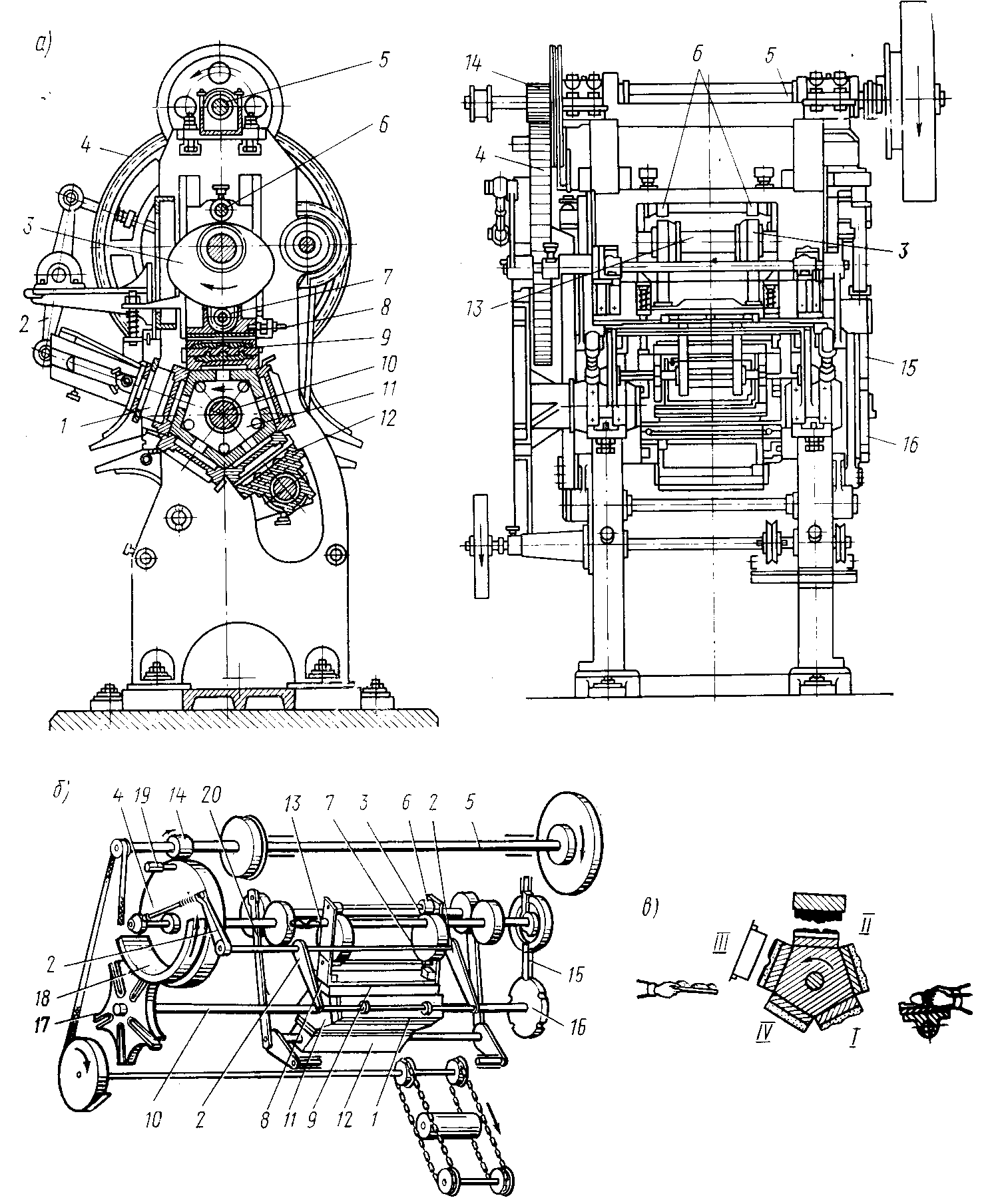
Рис. 128. Эксцентриковый револьверный пресс.
На главном валу 13 закреплены эксцентрики 3, которые обкатываются по роликам 6 и 7 и заставляют подниматься и опускаться ползун 8 вместе с прикрепленной к нему верхней штамп-формой 9. Эксцентрики, действуя на верхние ролики, поднимают ползун, а действуя на нижние ролики, опускают ползун с формой, которая при этом осуществляет прессование.
В нижней части рамы, на валу 10, закреплен пятигранный барабан 11 с формами, привод которого производится при помощи мальтийского креста 17, от зубчатого колеса 4, к которому прикреплены обод 18 и ведущий палец 19. При прессовании барабан неподвижен, а обод 18 начинает скользить по дуге мальтийского креста. Когда процесс прессования закончен, палец 19 входит в паз мальтийского креста и поворачивает его вместе с барабаном.
Подготовленная валюшка укладывается на форму, закрепленную на барабане. Во время подъема ползуна вверх палец 19 зубчатого колеса 4 входит в прорезь мальтийского креста и поворачивает его вместе с барабаном на оборота. Когда нижняя форма с валютной подходит под верхнюю форму, барабан останавливается, а палец 19 выходит из паза мальтийского креста и обод 18 начинает скользить по дуге мальтийского креста. Далее опускается ползун со штампформой и осуществляется прессование черепицы. Положение барабана фиксируется за щелкой 15, которая заходит в прорези диска 16. Заусенцы обрезаются рамкой 1, которая приводится в действие от системы рычагов 2. Предварительное прессование осуществляется штампом 12, приводимым в действие через шатун 20.
Работа пресса состоит из следующих последовательных операции (рис. 128, в): I — предварительное прессование валюшки в нижней форме; II — окончательное прессование в верхней форме; III — автоматическая обрезка черепицы по всему периметру специальным ножом -коробкой; IV — съем и транспортировка черепицы от пресса транспортером.
Формы, в которых прессуется черепица, заливаются гипсом и выдерживаются в течение 30 мин. В последнее время получают применение металлические формы, которые перед прессованием смазываются специальными смазками (5—3% стеарина и 95—97% керосина пли 50% скипидара и 50% керосина и т. д.). Металлические формы служат значительно дольше гипсовых.
На некоторых заводах верхняя и нижняя формы пресса оборудуются электронагревателями, состоящими из пластин мощностью 300— 400 Вт.
| На главном валу 13 закреплеэксцентрики 3, которые обкатываются по роликам 6 и 7 и заставля На главном валу 13 ны эксцентрики 3, которые обкатываются по роликам 6 и 7 и заставляют подниматься и опускаться ползун 8 вместе с прикрепленной к нему верхней штамп-формой 9. Эксцентрики, действуя на верхние ролики, поднимают ползун, а действуя на нижние ролики, опускают ползун с формой, которая при этом осуществляет прессование. В нижней части рамы, на валу 10, закреплен пятигранный барабан 11 с формами, привод которого производится при помощи мальтийского креста 17, от зубчатого колеса 4, к которому прикреплены обод 18 и ведущий палец 19. При прессовании барабан неподвижен, а обод 18 начинает скользить по дуге мальтийского креста. Когда процесс прессования закончен, палец 19 входит в паз мальтийского креста и поворачивает его вместе с барабаном. Подготовленная валюшка укладывается на форму, закрепленную на барабане. Во время подъема ползуна вверх палец 19 зубчатого колеса 4 входит в прорезь мальтийского креста и поворачивает его вместе с барабаном на оборота. Когда нижняя форма с валютной подходит под верхнюю форму, барабан останавливается, а палец 19 выходит из паза мальтийского креста и обод 18 начинает скользить по дуге мальтийского креста. Далее опускается ползун со штампформой и осуществляется прессование черепицы. Положение барабана фиксируется за щелкой 15, которая заходит в прорези диска 16. Заусенцы обрезаются рамкой 1, которая приводится в действие от системы рычагов 2. Предварительное прессование осуществляется штампом 12, приводимым в действие через шатун 20. Работа пресса состоит из следующих последовательных операции (рис. 128, в): I — предварительное прессование валюшки в нижней форме; II — окончательное прессование в верхней форме; III — автоматическая обрезка черепицы по всему периметру специальным ножом -коробкой; IV — съем и транспортировка черепицы от пресса транспортером. Формы, в которых прессуется черепица, заливаются гипсом и выдерживаются в течение 30 мин. В последнее время получают применение металлические формы, которые перед прессованием смазываются специальными смазками (5—3% стеарина и 95—97% керосина пли 50% скипидара и 50% керосина и т. д.). Металлические формы служат значительно дольше гипсовых. На некоторых заводах верхняя и нижняя формы пресса оборудуются электронагревателями, состоящими из пластин мощностью 300— 400 Вт. Для определения мощности рекомендуем пользоваться практическими данными. ют На главном валу 13 закреплены эксцентр На главном валу 13 закреплены эксцентрики 3, которые обкатываются по роликам 6 и 7 и заставляют подниматься и опускаться ползун 8 вместе с прикрепленной к нему верхней штамп-формой 9. Эксцентрики, действуя на верхние ролики, поднимают ползун, а действуя на нижние ролики, опускают ползун с формой, которая при этом осуществляет прессование. В нижней части рамы, на валу 10, закреплен пятигранный барабан 11 с формами, привод которого производится при помощи мальтийского креста 17, от зубчатого колеса 4, к которому прикреплены обод 18 и ведущий палец 19. При прессовании барабан неподвижен, а обод 18 начинает скользить по дуге мальтийского креста. Когда процесс прессования закончен, палец 19 входит в паз мальтийского креста и поворачивает его вместе с барабаном. Подготовленная валюшка укладывается на форму, закрепленную на барабане. Во время подъема ползуна вверх палец 19 зубчатого колеса 4 входит в прорезь мальтийского креста и поворачивает его вместе с барабаном на оборота. Когда нижняя форма с валютной подходит под верхнюю форму, барабан останавливается, а палец 19 выходит из паза мальтийского креста и обод 18 начинает скользить по дуге мальтийского креста. Далее опускается ползун со штампформой и осуществляется прессование черепицы. Положение барабана фиксируется защелкой 15, которая заходит в прорези диска 16. Заусенцы обрезаются рамкой 1, которая приводится в действие от системы рычагов 2. Предварительное прессование осуществ На главном валу 13 закреплены эксцентрики 3, которые обкатываются по роликам 6 и 7 и заставляют подниматься и опускаться ползун 8 вместе с прикрепленной к нему верхней штамп-формой 9. Эксцентрики, действуя на верхние ролики, поднимают ползун, а действуя на нижние ролики, опускают ползун с формой, которая при этом осуществляет прессование. В нижней части рамы, на валу 10, закреплен пятигранный барабан 11 с формами, привод которого производится при помощи мальтийского креста 17, от зубчатого колеса 4, к которому прикреплены обод 18 и ведущий палец 19. При прессовании барабан неподвижен, а обод 18 начинает скользить по дуге мальтийского креста. Когда процесс прессования закончен, палец 19 входит в паз мальтийского креста и поворачивает его вместе с барабаном. Подготовленная валюшка укладывается на форму, закрепленную на барабане. Во время подъема ползуна вверх палец 19 зубчатого колеса 4 входит в прорезь мальтийского креста и поворачивает его вместе с барабаном на оборота. Когда нижняя форма с валютной подходит под верхнюю форму, барабан останавливается, а палец 19 выходит из паза мальтийского креста и обод 18 начинает скользить по дуге мальтийского креста. Далее опускается ползун со штампформой и осуществляется прессование черепицы. Положение барабана фиксируется за щелкой 15, которая заходит в прорези диска 16. Заусенцы обрезаются рамкой 1, которая приводится в действие от системы рычагов 2. Предварительное прессование осуществляется штампом 12, приводимым в действие через шатун 20. Работа пресса состоит из следующих последовательных операции (рис. 128, в): I — предварительное прессование валюшки в нижней форме; II — окончательное прессование в верхней форме; III — автоматическая обрезка черепицы по всему периметру специальным ножом -коробкой; IV — съем и транспортировка черепицы от пресса транспортером. Формы, в которых прессуется черепица, заливаются гипсом и выдерживаются в течение 30 мин. В последнее время получают применение металлические формы, которые перед прессованием смазываются специальными смазками (5—3% стеарина и 95—97% керосина пли 50% скипидара и 50% керосина и т. д.). Металлические формы служат значительно дольше гипсовых. На некоторых заводах верхняя и нижняя формы пресса оборудуются электронагревателями, состоящими из пластин мощностью 300— 400 Вт. Для определения мощности рекомендуем пользоваться практическими данными. штампом 12, приводимым в действие через шатун 20. Работа пресса состоит из следующих последовательных операции (рис. 128, в): I — предварительное прессование валюшки в нижней форме; II — окончательное прессование в верхней форме; III — автоматическая обрезка черепицы по всему периметру специальным ножом -коробкой; IV — съем и транспортировка черепицы от пресса транспортером. Формы, в которых прессуется черепица, заливаются гипсом и выдерживаются в течение 30 мин. В последнее время получают применение металлические формы, которые перед прессованием смазываются специальными смазками (5—3% стеарина и 95—97% керосина пли 50% скипидара и 50% керосина и т. д.). Металлические формы служат значительно дольше гипсовых. На некоторых заводах верхняя и нижняя формы пресса оборудуются электронагревателями, состоящими из пластин мощностью 300— 400 Вт. Для определения мощности рекомендуем пользоваться практическими данными. ики 3, которые обкатываются по роликам 6 и 7 и заставляют подниматься и опускаться ползун 8 вместе с прикрепленной к нему верхней штамп-формой 9. Эксцентрики, действуя на верхние ролики, поднимают ползун, а действуя на нижние ролики, опускают ползун с формой, которая при этом осуществляет прессование. В нижней части рамы, на валу 10, закреплен пятигранный барабан 11 с формами, привод которого производится при помощи мальтийского креста 17, от зубчатого колеса 4, к которому прикреплены обод 18 и ведущий палец 19. При прессовании барабан неподвижен, а обод 18 начинает скользить по дуге мальтийского креста. Когда процесс прессования закончен, палец 19 входит в паз мальтийского креста и поворачивает его вместе с барабаном. Подготовленная валюшка укладывается на форму, закрепленную на барабане. Во время подъема ползуна вверх палец 19 зубчатого колеса 4 входит в прорезь мальтийского креста и поворачивает его вместе с барабаном на оборота. Когда нижняя форма с валютной подходит под верхнюю форму, барабан останавливается, а палец 19 выходит из паза мальтийского креста и обод 18 начинает скользить по дуге мальтийского креста. Далее опускается ползун со штампформой и осуществляется прессование черепицы. Положение барабана фиксируется за щелкой 15, которая заходит в прорези диска 16. Заусенцы обрезаются рамкой 1, которая приводится в действие от системы рычагов 2. Предварительное прессование осуществляется штампом 12, приводимым в действие через шатун 20. Работа пресса состоит из следующих последовательных операции (рис. 128, в): I — предварительное прессование валюшки в нижней форме; II — окончательное прессование в верхней форме; III — автоматическая обрезка черепицы по всему периметру специальным ножом -коробкой; IV — съем и транспортировка черепицы от пресса транспортером. Формы, в которых прессуется черепица, заливаются гипсом и выдерживаются в течение 30 мин. В последнее время получают применение металлические формы, которые перед прессованием смазываются специальными смазками (5—3% стеарина и 95—97% керосина пли 50% скипидара и 50% керосина и т. д.). Металлические формы служат значительно дольше гипсовых. На некоторых заводах верхняя и нижняя формы пресса оборудуются электронагревателями, состоящими из пластин мощностью 300— 400 Вт. Для определения мощности рекомендуем пользоваться практическими данными. подниматься и опускаться ползун 8 вместе с прикрепленной к нему верхней штамп-формой 9. Эксцентрики, действуя на верхние ролики, поднимают ползун, а действуя на нижние ролики, опускают ползун с формой, которая при этом осуществляет прессование. В нижней части рамы, на валу 10, закреплен пятигранный барабан 11 с формами, привод которого производится при помощи мальтийского креста 17, от зубчатого колеса 4, к которому прикреплены обод 18 и ведущий палец 19. При прессовании барабан неподвижен, а обод 18 начинает скользить по дуге мальтийского креста. Когда процесс прессования закончен, палец 19 входит в паз мальтийского креста и поворачивает его вместе с барабаном. Подготовленная валюшка укладывается на форму, закрепленную на барабане. Во время подъема ползуна вверх палец 19 зубчатого колеса 4 входит в прорезь мальтийского креста и поворачивает его вместе с барабаном на оборота. Когда нижняя форма с валютной подходит под верхнюю форму, барабан останавливается, а палец 19 выходит из паза мальтийского креста и обод 18 начинает скользить по дуге мальтийского креста. Далее опускается ползун со штампформой и осуществляется прессование черепицы. Положение барабана фиксируется за щелкой 15, которая заходит в прорези диска 16. Заусенцы обрезаются рамкой 1, которая приводится в действие от системы рычагов 2. Предварительное прессование осуществляется штампом 12, приводимым в действие через шатун 20. Работа пресса состоит из следующих последовательных операции (рис. 128, в): I — предварительное прессование валюшки в нижней форме; II — окончательное прессование в верхней форме; III — автоматическая обрезка черепицы по всему периметру специальным ножом -коробкой; IV — съем и транспортировка черепицы от пресса транспортером. Формы, в которых прессуется черепица, заливаются гипсом и выдерживаются в течение 30 мин. В последнее время получают применение металлические формы, которые перед прессованием смазываются специальными смазками (5—3% стеарина и 95—97% керосина пли 50% скипидара и 50% керосина и т. д.). Металлические формы служат значительно дольше гипсовых. На некоторых заводах верхняя и нижняя формы пресса оборудуются электронагревателями, состоящими из пластин мощностью 300— 400 Вт. Для определения мощности рекомендуем пользоваться практическими данными. и г пен ние I ИИ пре ет I ри* пен ripe етс прс кой с и я в/ ме нос чис ми, фо] усе обр П01- цш к ( поз не Ст> • Mei Taj; яв: кор прс ма< (Р* вы; бо/ соз заз нег раз хрг ста Ц01 ми и о каг нш Bill ще |
|
|
|
|
|
|
|
|
<33








