 2015-05-06
2015-05-06 468
468В табл. 13 даны варианты готовых исходных данных для построения p –карты и решения задачи. Но возникает вопрос: как спланировать на практике сбор этих данных? Поступают следующим образом [7].
Предварительно подсчитав долю дефектных изделий на этапе данного технологического процесса, подбирают такой объем выборки n, в котором содержались бы от 1-го до 5-ти дефектных изделий. Число обнаруженных дефектных изделий в выборках заносят в листок данных для 20–25-ти выборок. При этом объём каждой выборки n должен быть по возможности одинаковым. Кроме того, чтобы подобрать нужный объем выборки n, предварительно подсчитывают долю изделий p.
За число дефектных изделий принимают pn = 1 – 5, откуда n = 1/ p – 5/ p единиц. Так, если предположить, что доля дефектных изделий p равна 0,05 (5%), то получится
n = 1 / 0,05 – 5 / 0,05 = 20 – 100.
Для построения контрольной карты необходимо заполнить листок данных (табл. 14). Графы 2 и 3 листка данных заполняются из табл. 13 в соответствии с вариантом задания.
Доля дефектных изделий p в процентах (графа 4) по каждой выборке вычисляется по формуле
 .
.
Здесь i – номер выборки, (pn) i, ni – число дефектных изделий и объем i -ой выборки соответственно.
Значения для граф 5 и 6 рассчитываются по формулам, приведенным в табл. 14.
Координаты границ регулирования для р рассчитываются по формулам:
– верхняя граница регулирования
 ;
;
– нижняя граница регулирования
 .
.
Таблица 13
Исходные данные для построения контрольных карт к задаче 3.3
| № выборки | n | pn | |||||||||||||
| Вариант | Вариант | ||||||||||||||
Таблица 14
Листок данных для построения контрольной карты Р (фрагмент)
| № выборки k | Объём выборки n | Число дефектных изделий pn | Доля дефектных изделий р (%) | 
| 
| UCL, % | LCL, % |
| 2,0 | 0,300 | 4,2 | 6,2 | – | |||
| 1,8 | 0,286 | 4,0 | 6,0 | – | |||
| 1,0 | 0,300 | 4,2 | 6,2 | – | |||
| 2,5 | 0,274 | 3,8 | 5,8 | – | |||
| 2,0 | 0,245 | 3,4 | 5,4 | - | |||
| . | . | . | . | . | . | . | . |
| . | . | . | . | . | . | . | . |
| . | . | . | . | . | . | . | . |
| 1,2 | 0.190 | 2,7 | 4,7 | – | |||
| 1,0 | 0,300 | 4,2 | 6,2 | – | |||
| 1,6 | 0,286 | 4,0 | 6,0 | – | |||
| 2,7 | 0,289 | 4,0 | 6,0 | – | |||
| 2,3 | 0,102 | 1,4 | 3,4 | 0,6 | |||
| Всего | – | – | – | – | – | ||
 , , 
|
При неодинаковом объёме выборки n, что есть в условии задачи, доля дефектных изделий р и границы регулирования, для неё вычисляются для каждой выборки. Если значение LCL в результатах расчёта отрицательно, то оно приравнивается к нулю.
На контрольную карту (рис. 4) наносятся границы регулирования. Значение  обозначается прямой линией, а границы UCL, LCL – пунктирной.
обозначается прямой линией, а границы UCL, LCL – пунктирной.
Принятая процедура анализа стабильности технологического процесса при использовании р –карты состоит в следующем [7].
Если все наносимые точки находятся внутри границ регулирования, то следует считать, что технологический процесс протекает стабильно. Если же некоторые точки выходят за границы регулирования, то изучается причина этого явления и принимаются меры воздействия, предупреждающие его повторение. Эти точки исключаются, и координаты границ регулирования пересчитываются.
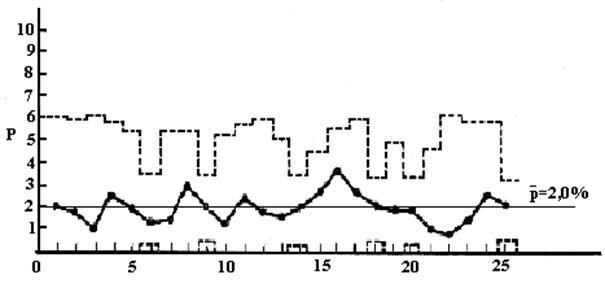
Рис. 4. Контрольная карта р
Рассматривая  , найденное ранее, в техническом и экономическом аспектах, исследуют, насколько оно отвечает требованиям. Если оно окажется удовлетворительным, то используют его как среднюю контрольную линию.
, найденное ранее, в техническом и экономическом аспектах, исследуют, насколько оно отвечает требованиям. Если оно окажется удовлетворительным, то используют его как среднюю контрольную линию.
Если же доля дефектных изделий слишком велика, то первоочередной проблемой является выработка технических мер воздействия, предусматривающих такую технологию, которая могла бы уменьшить возникновение дефектных изделий. Применив такие технические меры воздействия, повторяют отбор предварительных данных.
Управление качеством: методические указания к изучению дисциплины для студентов заочной формы обучения специальности 060800 – "Экономика и управление на предприятии". – Брянск: БГТУ, 2005. – 39 с.
Дмитрий Викторович Ерохин
Виктория Владимировна Нагоркина
Научный редактор В. П. Фёдоров
Редактор издательства Л. И. Афонина
Компьютерный набор Е. В. Ковалёва
Темплан 2005 г., п. 41
 Подписано в печать Формат 60´84. 1/16. Бумага офсетная. Офсетная печать. Усл. печ. л. 2,26. Уч.-изд. л. 2,26. Тираж 200 экз. Заказ Бесплатно.
Подписано в печать Формат 60´84. 1/16. Бумага офсетная. Офсетная печать. Усл. печ. л. 2,26. Уч.-изд. л. 2,26. Тираж 200 экз. Заказ Бесплатно.
 Брянский государственный технический университет
Брянский государственный технический университет
241035, Брянск, бульвар 50-летия Октября, 7, БГТУ, тел. 55-90-49
Лаборатория оперативной полиграфии БГТУ, ул. Институтская, 16
* – дополнительная литература








