2015-04-30
2015-04-30 4445
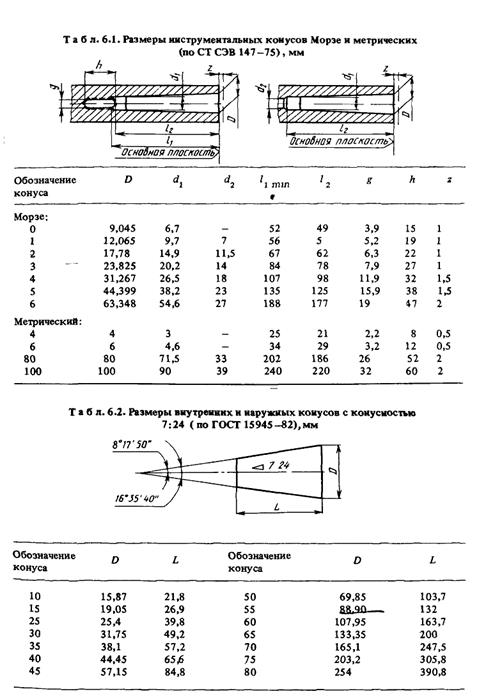
4445Передний конец шпинделя служит для базирования и закрепления режущего инструмента, обрабатываемой детали или приспособления. Передние концы выполняют по государственным стандартам. Точное центрирование и жесткое сопряжение инструмента или оправки со шпинделем обеспечиваются коническим соединением. При ручной смене инструментов применяют конусы Морзе и метрические (табл. 6.1), при автоматической смене на станках с ЧПУ - конусы с конусностью 7: 24 (табл. 6.2), в шлифовальных станках - с конусностью 1:3.
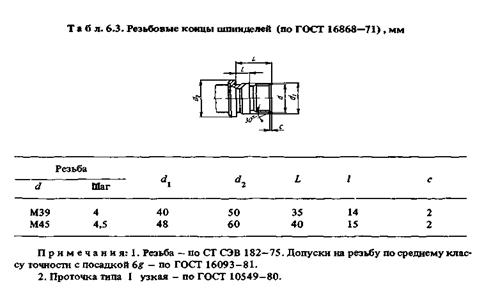
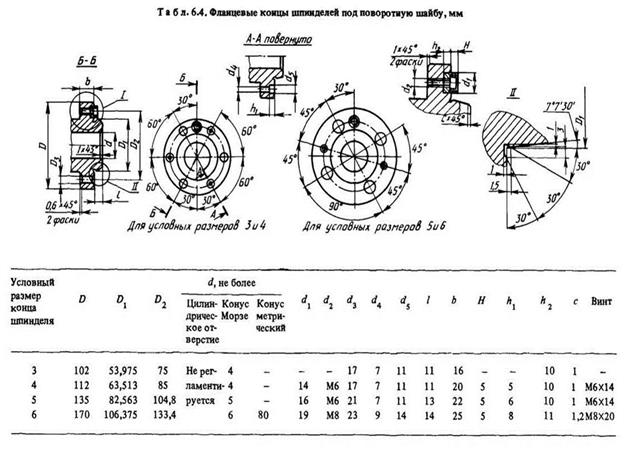
Шпиндели малых токарных станков обычно изготовляют с резьбовым передним концом (табл. 6.3), средних и крупных — фланцевыми под поворотную шайбу (табл. 6.4), точных токарных станков — фланцевыми без поворотной шайбы.
Применение фланцевых концов под поворотную шайбу позволяет быстро закреплять и снимать патроны без свинчивания крепежных гаек. При использовании фланцевых концов без поворотной шайбы вылет шпинделя уменьшается, но трудоемкость установки и снятия патрона возрастает.
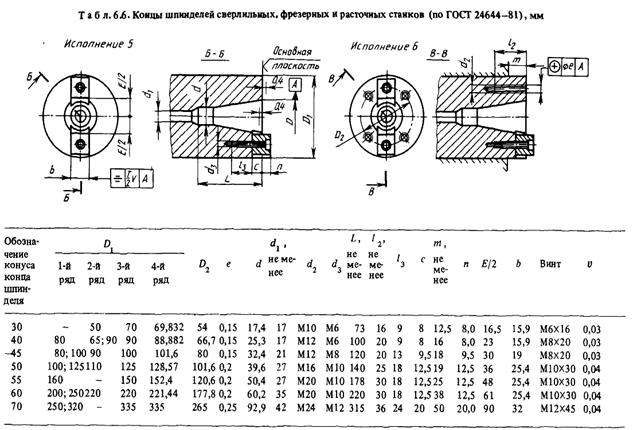
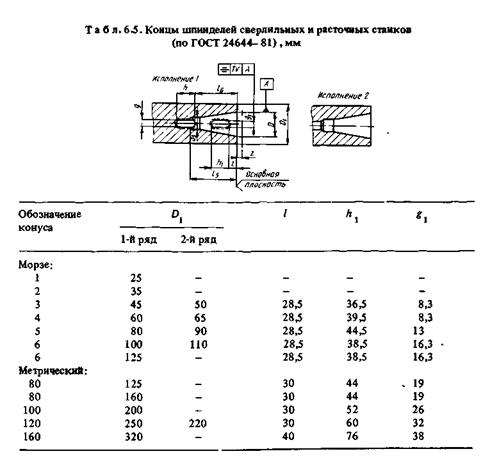
Концы шпинделей сверлильных, расточных и фрезерных станков выполняют по ГОСТ 24644—81. С конусами Морзе и метрическими изготовляют шпиндели трех исполнений. Исполнение 1 (табл. 6.5) применяют в сверлильных и расточных станках при установке инструментов, имеющих хвостовик с лапкой, исполнение 2 — в тех же станках при установке хвостовиков с резьбовым отверстием. Шпиндели исполнения 3 с метрическим конусом и торцевой шпонкой устанавливают в расточных станках. С конусностью 7: 24 изготовляют шпиндели четырех исполнений. Исполнение 5 (табл. 6.6) с конусами от 30 до 70 применяют в сверлильных и расточных станках, с конусами 30,40, 45, 50 — во фрезерных станках. Исполнение 6 с конусами 50 и 55,а также 6 с конусом 60, 7 с конусом 70 применяют в расточных и фрезерных станках. Первый и второй ряды таблицы предназначены для сверлильных и расточных станков, третий — для фрезерных
Примечания:
1. Размеры  - по СТ СЭВ 147-75 (см. табл.6.1).
- по СТ СЭВ 147-75 (см. табл.6.1).
3. Значения V и предельных отклонений gt - по ГОСТ 24644-81.
Примечания (к табл. 6.6): 1. Размер О - по ГОСТ 15945-82.
2.1-й и 2-й ряды - для сверлильных и расточных станков, 3-й - для фрезерных станков, 4-й ряд используется по согласованию с заказчиком.
3.Для 1-го и 2-го рядов значения d не регламентируются.
4. Значения D даны для 3-го ряда. Для 1-го и 2-го рядов 0 выбирают по конструктивным соображениям из табл. 6.6.
5. Для станков с ЧПУ резьбовые отверстия d2 допускается не изготовлять.
6. Допускается изготовлять шпиндели с одним или двумя выступами, имеющими размеры п и Ъ.
7. Допускается увеличивать длину винта и размеры с и 13.