 2015-04-30
2015-04-30 1526
1526Управление материальными потоками и запасами в рам-
ках микрологастических систем может осуществляться раз-
личными способами, из которых выделяют два основных,
принципиально отличающихся друг от друга.
Первый способ носит название «толкающая система» (push
system) и представляет собой систему организации производ-
(гва, в которой предметы труда, поступающие на производ-
ственный з�асток, непосредственно этим)�астком у предьщу-
іцего технологаческого звена не заказываются. Материальный
поток как бы выталкивается получателю по команде, посту-
пающей на передающее звено из центральной системы управ-
леиия производством. В качестве толкающих могут также
рассматриваться система управления запасами в эшелониро-
ванных системах на сателлитных складах и стратегия сбыта,
направленная на опережающее (по отношению к спросу) фор-
мирование товарных запасов в распределительных структурах.
Толкающие модели управления потоками характерны
для традиционных методов организации производства и его
материального обеспечения. Возможность их применения
для логистической организации производства появилась
в связи с массовым распространением вычислительной
техники. Эти системы, первые разработки которых относят
еще к 1960-м гг., позволили согласовывать и оперативно
корректировать планы и действия всех подразделений фир-
мы — снабженческих, производственных и сбытовых, с уче-
том постоянных изменений в реальном масштабе времени.
Как известно, толкающая система представляет собой спо-
соб подачи материалов, деталей и/или узлов в производствен-
ный процесс или с предыдущей технологической операции
на последующзгю независимо от того, нужны ли они в данное
время и в данном количестве на последз�ощей технологаческой
операции. Толкающая система характерна для традицион-
ной организации производства; она менее способна к габкой 
Глава 8. Логистические концепции и системы
перестройке, к реатрованию на колебания спроса. В системе
толкающего типа каждый технический агрегат, каждый техно-
логический передел имеет информационные и управляющие
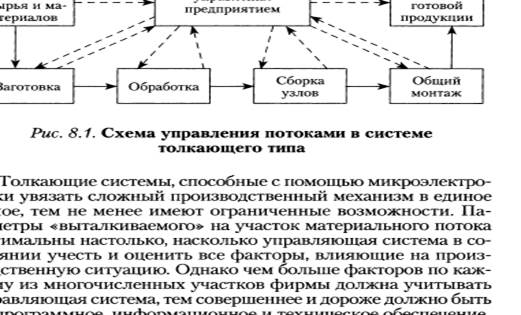
связи с центральным органом управления. Специфика управ-
ления материальными потоками в такой системе представле-
на на рис. 8.1 (материальные потоки изображены сплошной
линией, информационные — штриховой).
Рис. 8.1. Схема управления потоками в системе
толкающего типа
Толкающие системы, способные с помощью микроэлектро-
ники завязать сложный производственный механизм в единое
целое, тем не менее имеют ограниченные возможности. Па-
раметры «выталкиваемого» на участок материального потока
оптимальны настолько, насколько управляющая система в со-
стоянии заесть и оценить все факторы, влияющие на произ-
водственную ситуацию. Однако чем больше факторов по каж-
дому из многочисленных з�астков фирмы должна з�итывать
управляющая система, тем совершеннее и дороже должно быть
ее профаммное, информационное и техническое обеспечение.
Наиболее полно принципы логистики воплощены в про-
изводственных системах тянущего типа, основанных, в от-
личие от толкающих систем, на логике цели.
Второй способ основан на принципиально ином подхо-
де к управлению материальным потоком. Он носит назва-
ние «тянущая система» (pull system) или «вытягивающая
система» и представляет собой способ организации произ-
водства, в котором материалы и полуфабрикаты подаются 
|
8.2. Логистические системы <�олкающего» и «тянущего» типа
\і,\ последующую технологическую операцию с предыдущей
по мере необходимости.
1'янущая система подачи деталей и комплектующих из-
Л('.лий с предшествующей технологической операции на по-
(.'кѵіующую осуществляется по мере необходимости. При
работе по тянущей системе на каждом производственном
участке создается строго определенный запас готовых дета-
лей и узлов. Последующий участок заказывает и вытягивает
с предыдущего участка изделия строго в соответствии с нор-
мой и временем производственного потребления. Тянущая
система позволяет предотвращать распространение колеба-
ний спроса или объема производства от последующего произ-
иодственного процесса к предыдущему, сводить к минимуму
колебания запасов на производственных участках, децентра-
.Дизовать управление производственными запасами.
В системе тянущего типа управляющие воздействия
центрального органа прилагаются только к последнему
афегату ЛС на выходе готового продукта, а информацион-
ные связи, сигнализирующие о состоянии подсистем, на-
правляются от выхода ко входу технологической цепи.
Активность предыдущих блоков ЛС проявляется лишь
тогда, когда на следующей ступени уровень запаса товарно-
материальных ресурсов достигает минимального значения.
Эти связи и обеспечивают реализацию тянущего принципа
функционирования ЛС. Управление материальными пото-
ками в такой системе представлено на рис. 8.2.
и_________I L._______I «. J
Рис. 8.2. Схема управления потоками в системе
тянущего типа 










































|

Глава 8. Логистические концепции и системы
Из систем тянущего типа наиболее известна система
Kanban, позволяющая реализовать принцип системы по-
ставок «точно в срок»; она основывается на управлении
материальными потоками в зависимости от фактической
загрузки производственных подсистем.
К тянущим относят также системы управления товарны-
ми запасами с децентрализованным процессом приятия реше-
ний о пополнении запасов и стратегии сбыта, направленные
на опережающее (по отношению к формированию товарных
запасов) стимулирование спроса на конечную продукцию.
Центральная система управления в системах данного типа
не вмешивается в обмен материальными потоками между
различными участками предприятия, не устанавливает для
них текущих производственных заданий. Производственная
программа отдельного технологического звена определяется
размером заказа последующего звена. Центральная система
управления ставит задачу лишь перед конечным звеном про-
изводственной технологической цепи. Сравнительная харак-
теристика толкающих и тянущих микрологистических систем
по ключевым объектам управления представлена в табл. 8.3.
Таблица 8.3
Сравнительная характеристика толкающих
и тянущих логистических систем 
|
8.3. Концепция «точно в срок». Логистическая система Kanban

