 2015-05-14
2015-05-14 2060
2060| Эскиз соединения | Толщина металла, мм | Вид шва | Катет шва, мм | Продольная усадка, мм/м | Поперечная усадка, мм/м | ||
| Ручная сварка | Автоматическая сварка | Ручная сварка | Автоматическая сварка | ||||
 | - | Прерывис- тый шахматный | 3-5 5-8 | 0,20 0,20 | - - | - 0,25 | - - |
 | - | Прерывис- тый цепной | 3-5 5-8 | 0,20 0,20 | - - | 0,35 0,35 | - - |
 | - | Непрерыв- ный од- носторонний | 3-5 5-8 | 0,20 0,20 | 0,10 0,10 | 0,50 0.70 | 0,25 0,35 |
 | - | Непрерыв- ный дву- сторонний | 3-5 5-8 | 0,35 0,35 | 0,20 0,20 | 1,0 1,0 | 0,50 0,70 |
 | - | Непрерыв- ный внах- лестку | 3-5 5-8 | 0,35 0,35 | 0,20 0.20 | 1.5 1,5 | 0,70 0,80 |
 | 1-4 5-8 9-12 | Стыковой без раздел- ки кромок | - - - | 0,35 - - | 0,20 - - | 0,70 - - | 0,70 0,85 1,0 |
 | 5-8 9-12 | Стыковой с разделкой кромок | - - | 0,35 0,35 | - - | 1,20 1,70 | - - |
Большие прогибы балок возникают, если имеется много поперечных швов, и они расположены несимметрично по ширине элемента.
Скручивание имеет место при сварке двутавровых, коробчатых и иного сечения балок значительной длины. Деформация этого вида образуется вследствие неодновременности наложения продольных швов, разной жесткости свариваемых элементов, вследствие наличия полей остаточных напряжений в элементах конструкции до сварки (Рис. 4).
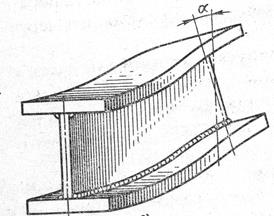
Рис. 4. Скручивание двутавровой сварной балки.
Такое скручивание равносильно по своему действию приложению фиктивного крутящего момента. Если продольные швы, например, двутавровой балки свариваются не в одном, а в противоположных направлениях (один – от начала балки к ее концу, а другой – от конца к началу), то закручивание от отдельных швов суммируется. В некоторых случаях при сварке четырех швов угол закручивания балки бывает в четыре раза больше, чем при сварке одного шва. Закручивание балки будет тем больше, чем больше ее длина и меньше площадь поперечного сечения, чем дальше швы от осей симметрии.
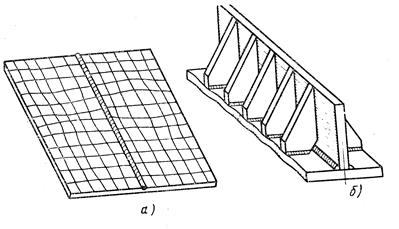
Рис. 5. Местные остаточные деформации:
а – выпучивание листов;








