 2015-05-14
2015-05-14 1127
1127Выпучены и волнистость образуются в конструкциях из листового металла в результате возникновения в разных местах остаточных напряжений сжатия и потери устойчивости листов.
Угловые деформации (V-образность) возникают в результате поперечной усадки сварных швов и зон, в которых в процессе нагрева имели место пластические деформации обжатия (Рис. 3). Угловые деформации возникают при неполном проплавлении толщины, свариваемых заготовок. При полном проплавлении толщины металла угловые деформации незначительны или полностью отсутствуют. Измеряются углом отклонения элемента заготовки от прямолинейного расположения или величиной отклонения в миллиметрах на определенной длине этого элемента.
Грибовидность палок, как разновидность угловой деформации свариваемых тавровых или двутавровых профилей, представляет собой свисание полок в направлении к сварным швам. Сварной шов при поперечной деформации тянет металл заготовки на себя. Величина угловой деформации оценивается величиной угла β.
Смещение свариваемых кромок возникает чаще всего при сварке металла небольшой толщины. В тонком металле (порядка 1 мм) может возникнуть потеря устойчивости кромок – одна кромка смешивается относительно другой, и это положение фиксируется швом. Наиболее закономерный характер имеют перемещения кромок при сварке кольцевых оболочек. Вследствие расширения металла при нагреве зона вблизи кромки оболочки удлиняется в направлении окружности, и возникает радикальное смешение одной кромки относительно другой. Радиальные перемещения будут различными, если оболочки имеют разную жесткость.
Деформации сварных конструкций имеют, как правило, сложный характер. Так, в сварных тавровых и двутавровых балках, фермах несущих конструкций, кронштейнах возникают поперечные и продольные укорочения, продольный изгиб, угловатые деформации. При сварке листов в стык также развиваются деформации продольного и поперечного укорочения, продольный изгиб, угловые деформации и т.д. При сварке листов разной ширины встык деформация соединения будет определяться деформацией более широкого и жесткого листа (Рис. 6).
Величина напряжений и деформаций сварных соединений зависит от многих факторов: от вида сварки, формы деталей, сечения шва, зоны нагрева. Менее выражены напряжения и деформации, возникающие при сварке электрической дугой деталей простой формы
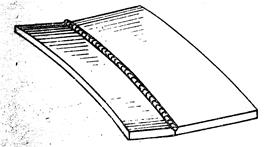
Рис. 6. Остаточная деформация изгиба при сварке встык двух листов разной ширины.
Газовая сварка, например, взывает повышение деформации вследствие большой зоны термического влияния.
2.6.Влияние остаточных сварочных напряжений на прочность сварных соединений и конструкций.
При сварке на отдельных участках сварного соединения, часто возникающие напряжения достигают величины предела текучести – неизменного напряжения, при котором образец, деформируясь, получает остаточное удлинение, т.е. в сварном изделии действуют напряжения, превышающие допускаемые еще до приложения к нему полезной нагрузки.
Прочность сварной конструкции может оказаться ниже расчетной, когда остаточные сварочные напряжения и рабочие напряжения будут одного направления – одного знака и просуммируются.
Резервом повышения прочности сварной конструкции являются рабочие и остаточные напряжения разного знака, которые в некоторых случаях могут взаимно компенсироваться.
При статической нагрузке остаточные сварочные напряжения не влияют на прочность сварных соединений и конструкций. Если напряжения от внешней нагрузки складываются с остаточными напряжениями, наступает местная пластическая деформация, в результате которой увеличения напряжений выше предела текучести не происходит. Местная текучесть обычно захватывает небольшие участки сварного соединения и не исчерпывает пластических свойств металла.
Металл утрачивает способность пластически деформироваться в следующих случаях:
- при наличии объемного поля остаточных сварочных напряжений (большая толщина, закрепление изделия по трем осям и т.д.);
- при наличии резкого концентратора напряжений (острый надрез, непровар, неплавный переход от одного сечения к другому и т.п.), расположенного поперек действия растягивающих остаточных и рабочих напряжений;
- при низкой температуре, которая может перевести металл в хрупкое состояние.
Металлы с низкими пластическими свойствами, легированные стали склоны к переходу в хрупкое состояние в значительно большей степени. В связи с этим сварные соединения и конструкции из высокопрочных сталей весьма чувствительны к наличию остаточных напряжений.
Остаточные напряжения увеличивают вероятность усталостного разрушения конструкции при наличии концентраторов, напряжений в виде острых надрезов, а также с понижением пластических свойств металла.
Хрупкое разрушение конструкции при наличии сварочных собственных напряжений растяжения имеет следующие способности:
– разрушение носит внезапный характер и не имеет следов предшествующей ему пластической деформации;
– хрупкая трещина, возникая в местах концентрации напряжений, пересекает большую часть или все сечение;
– разрушение наступает при незначительных рабочих напряжениях.
В этом случае поле остаточных сварочных напряжений играет роль источника энергии для развития возникающей хрупкой трещины.
В том случае, когда возникают не растягивающие, а сжимающие остаточные сварочные напряжения значительной величины, они могут вызывать потерю устойчивости элементов или конструкции (резервуаров, трубопроводов и др.) в целом, то есть стать причиной значительной деформации или разрушения конструкции.

